
商城公告
新闻资讯
产品资讯
技术文章
知识库
22
2026.4
作者
14
阅读量
内孔车削加工攻略:影响因素解析+实用优化技巧
内孔车削(镗孔)的加工质量受刀具、切削力、排屑等多种因素影响,合理选择刀具参数、优化夹持与排屑方式,可有效提升加工精度与稳定性,规避加工隐患。
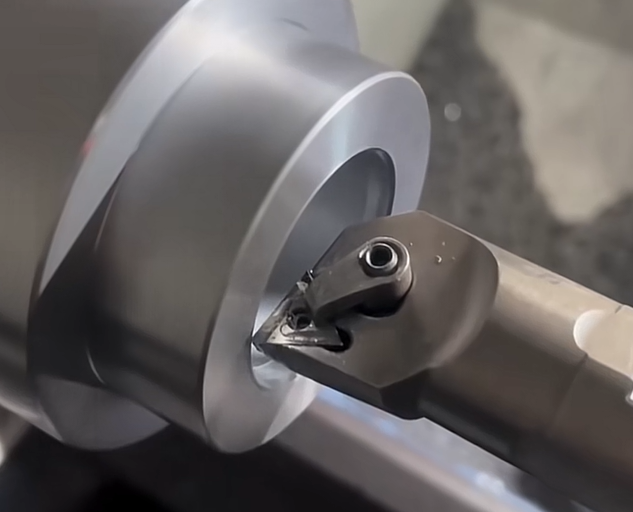
内孔车削,又称镗孔,是通过车削工艺扩大工件内孔、加工空心工件内表面的常见加工方式,其加工逻辑可借鉴多数外圆车削工艺,但两者存在明显差异。
外圆车削时,工件长度与刀杆尺寸不会影响刀具悬伸,能稳定承受加工过程中产生的切削力;而内孔车削与镗削中,孔深直接决定刀具悬伸长度,零件的孔径与长度会极大限制刀具选择,因此必须综合各类影响因素,优化加工方案才能保障质量。
一、内孔车削的核心加工原则
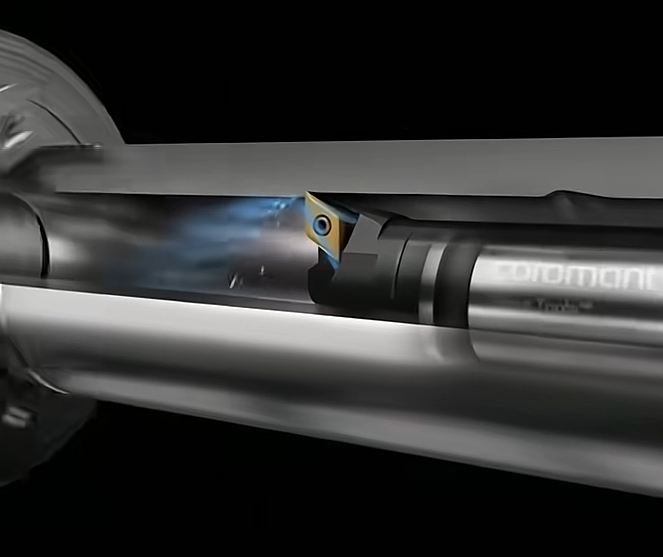
内孔加工的核心准则的是:尽量缩短刀具悬伸长度、选用尺寸尽可能大的刀具,以此获得最高的加工精度与稳定性。
受加工零件孔径的空间限制,刀具尺寸选择本身存在局限,同时加工过程中还需兼顾排屑顺畅性与刀具径向移动灵活性。为确保加工稳定,需选用合适的内孔车刀并规范安装夹紧,减少刀具变形,最大限度降低振动,从而保障内孔加工质量。
二、不可忽视的关键影响因素——切削力
切削力是内孔车削中至关重要的影响因素,在既定加工工况(如工件形状、尺寸、夹紧方式等)下,切削力的大小与方向直接关系到振动抑制效果和加工质量。
刀具切削时,切向切削力与径向切削力会导致刀具偏斜,使刀具逐渐远离工件,进而引发切削力偏移;切向力还会试图压下刀具、使其偏离中心线,减小刀具后角。尤其在车削小直径内孔时,需保留足够大的后角,避免刀具与孔壁发生干涉。
加工过程中,径向与切向切削力造成的刀具偏斜,通常需要通过切削刃补偿和刀具防振措施来解决;若出现径向偏差,需及时降低切削深度、减小切屑厚度,规避加工误差。
三、内孔车削加工优化实用措施
从刀具应用与加工细节出发,结合实际加工场景,以下6点优化措施可有效提升内孔加工质量,规避常见隐患。
1. 合理选用刀片槽型
刀片槽型对切削过程起决定性作用,内孔加工建议选用切削锋利、刃口强度高的正前角槽型刀片,既能提升切削效率,又能减少刀具磨损,保障加工稳定性。
2. 科学选择刀具主偏角
刀具主偏角会影响径向力、轴向力及合成力的方向与大小:主偏角越大,轴向切削力越大;主偏角越小,径向切削力越大。由于轴向切削力朝向刀杆方向,对加工影响较小,因此建议选用接近90°的主偏角,且不小于75°,避免径向切削力急剧增大。
3. 优选刀尖半径
内孔车削中,优先选用小刀尖半径,若加大刀尖半径,会增大径向与切向切削力,提升振动风险。同时,刀尖半径与切削深度的相对关系会影响刀具径向偏斜:切削深度小于刀尖半径时,径向切削力随切削深度增加而增大;切削深度等于或大于刀尖半径时,径向偏斜由主偏角决定。
经验法则是:刀尖半径应略小于切削深度,既能最小化径向切削力,又能在该前提下选用最大刀尖半径,获得更坚固的切削刃、更优的表面纹理及更均匀的切削刃压力分布。
4. 重视刃口处理
刀片切削刃倒圆(ER)会影响切削力,通常非涂层刀片的切削刃倒圆小于涂层刀片(GC),这一点在长刀具悬伸、加工小孔时需重点关注。此外,刀片后刀面磨损(VB)会改变刀具相对孔壁的后角,可能成为影响切削效果的根源,需及时检查更换。
5. 保障切屑有效排出
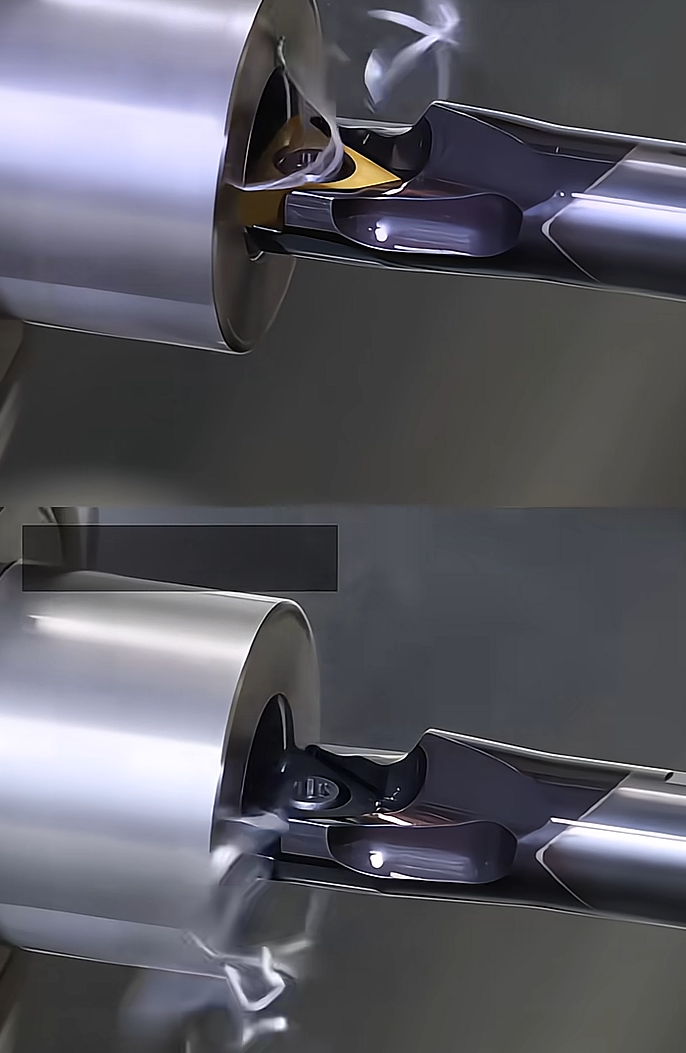
排屑效果直接影响内孔加工质量与操作安全,尤其在加工深孔、盲孔时更为关键。理想的内孔车削切屑为较短的螺旋屑,便于排出且不会对切削刃造成过大压力。
切屑过短会导致断屑过于强烈,增加机床功率消耗且易引发振动;切屑过长则会堵塞排屑通道,离心力会将切屑压向孔壁,挤压已加工表面并损坏刀具。建议选用带内冷的刀具,利用切削液将切屑排出孔外;加工通孔时,也可采用压缩空气代替切削液,通过主轴吹出切屑。同时,选用合适的刀片槽型与切削参数,也能有效控制切屑形态、促进排出。
6. 优化刀具夹持方式
刀具夹持稳定性与工件固定牢固度,直接决定加工振动量级及振动加剧风险,其中刀杆夹紧是核心稳定因素。刀杆夹紧单元需满足推荐的长度、表面粗糙度与硬度要求,避免因夹紧不当导致刀杆偏斜。
实际加工中,刀杆偏斜受刀杆材料、直径、悬伸长度、切削力及夹紧方式影响,夹紧端的轻微移动都会导致刀具偏斜。现代高性能刀杆需具备高夹紧稳定性,夹紧内表面需保证高表面光洁度与足够硬度;普通刀杆建议采用圆周全夹紧方式,整体支撑效果优于螺钉直接夹紧,螺钉夹紧可选用V型块辅助,不推荐用螺钉直接夹紧圆柱柄刀杆,避免损坏刀杆。
0