
商城公告
新闻资讯
产品资讯
技术文章
知识库
20
2026.4
作者
18
阅读量
机械加工必看!8种刀具检查方法,规避故障、提升效率
在机械加工领域,刀具状态直接决定加工质量与生产效率。定期对刀具进行检查,能及时排查磨损、破损等问题,规避加工突发状况,助力提升生产效率与产品合格率。
刀具是机械加工中的核心部件,其状态好坏直接影响工件精度、加工效率,甚至可能引发生产中断。定期对刀具进行科学检查,是保障生产稳定、降低损耗的关键。以下为大家整理8种常见且实用的刀具检查方法,适配不同生产场景,按需选用更高效。
一、目视检查:快速排查明显隐患
操作方法:直接通过肉眼观察刀具的切削刃及表面,重点排查是否存在明显磨损、崩刃、裂纹或刃口卷曲等问题;若需更细致观察,可借助放大镜或显微镜,捕捉细微的磨损痕迹与细小裂纹。
核心优势:无需借助特殊设备,操作便捷、成本极低,能快速发现刀具表面的明显损伤,适合现场快速筛查。
局限性:无法精准测量微小磨损量,也难以判断磨损程度;对操作人员的经验和技术水平要求较高,主观性较强。
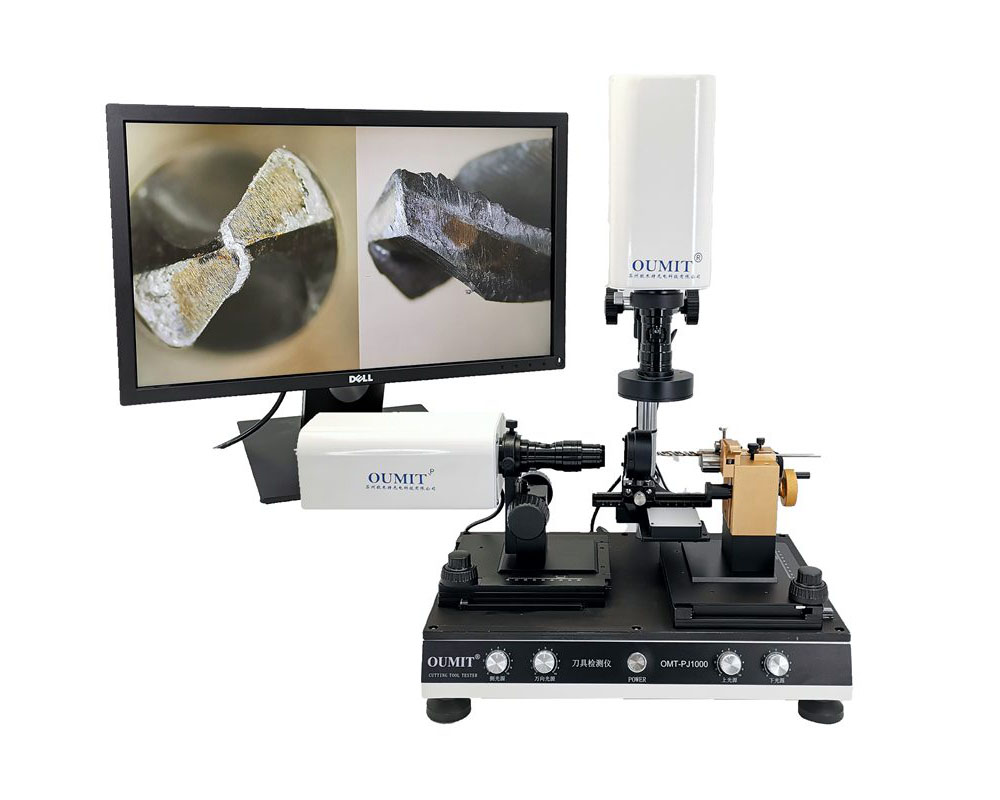
二、刀具测量仪器检查:精准量化磨损程度
操作方法:运用专业刀具测量设备,如刀具显微镜、投影仪、激光测量仪等,对刀具的几何参数、切削刃磨损量及角度进行精准检测,通过测量后刀面磨损量、圆角半径变化等数据,科学评估刀具磨损状态。
核心优势:测量精度高,能精准捕捉肉眼无法察觉的微小磨损和几何形状变化,为刀具更换提供数据支撑。
局限性:需投入专用测量设备,成本较高;操作流程相对复杂,操作人员需经过专业培训,具备一定的专业知识。
三、在线检测:实时监控加工状态
操作方法:依托机床自带的在线检测系统,在加工过程中实时监控刀具状态,常用方式包括切削力监测、振动监测、声发射监测及主轴电流监测等,通过传感器采集切削过程中的各类信号变化,判断刀具是否出现磨损或破损。
核心优势:实现实时监测,能及时发现刀具异常,减少因刀具失效引发的突发故障;提升生产自动化水平,减少人工干预,适配批量生产场景。
局限性:初期需安装专用传感器和监测设备,投资成本较高;监测精度和灵敏度受环境影响较大,易被环境噪声干扰。
四、刀具寿命预测系统:提前规划维护方案
操作方法:借助刀具寿命预测系统,整合加工参数、材料特性、切削力、温度等多方面因素,通过历史数据和数学模型,实时评估刀具剩余使用寿命,并给出合理的刀具更换建议。
核心优势:实现刀具预测性维护,避免刀具过度磨损或提前更换,既保障加工质量,又降低刀具使用成本;提升加工连续性,减少因刀具更换导致的生产中断。
局限性:需积累大量历史数据,且依赖复杂的数学模型,实施成本较高;针对非标准加工条件,预测精度可能会受影响。
五、触觉检查:便捷排查刃口异常
操作方法:操作人员用手指轻轻触摸刀具切削刃,通过手感判断刃口是否存在毛刺、崩刃、卷曲等异常,感受刃口的平滑度和锋利程度,快速排查明显损伤。
核心优势:操作简单直观,无需任何设备,成本极低,适合现场快速抽检,能快速发现刃口明显问题。
局限性:检测结果主观性强,高度依赖操作人员的经验;仅能发现明显的刃口损伤,无法检测微小磨损,也不能精准量化磨损程度。

六、显微镜观察:精准排查细微缺陷
操作方法:使用工具显微镜或数码显微镜,将刀具切削刃及表面状态放大,细致观察磨损痕迹、微小裂纹、细微崩刃等细节,尤其适用于精密加工或对刀具状态要求极高的场景。
核心优势:能清晰呈现刀具表面细微缺陷,捕捉肉眼无法察觉的问题,对判断刀具质量、研究磨损机制具有重要意义。
局限性:操作相对复杂,需配备专用显微镜设备,成本较高;检测效率较低,不适合大批量刀具的快速检查。
七、磁粉/染色探伤:精准检测表面裂纹
操作方法:采用磁粉探伤或染色探伤技术,通过磁粉或染色剂在刀具表面形成的可见痕迹,检测刀具是否存在表面裂纹等缺陷,尤其适用于高硬度刀具(如硬质合金刀具)的细微裂纹检测。
核心优势:对刀具表面裂纹检测效果极佳,能发现细微裂纹;检测过程不会破坏刀具表面,可保持刀具完整性。
局限性:操作流程复杂,需专业设备和技术人员,成本较高;检测范围较窄,主要针对裂纹检测,不适用于其他类型的磨损检查。

八、声音监测:现场快速判断异常
操作方法:在刀具切削过程中,通过监听切削产生的声音,判断刀具状态——当刀具出现磨损、崩刃时,切削声音会变得刺耳、杂乱,与正常切削声音有明显区别。
核心优势:操作便捷,适合现场实时监测,尤其适配大批量生产场景;能提前发现刀具异常,规避突发故障,减少损失。
局限性:高度依赖操作人员的经验,主观性较强;环境噪声会干扰判断,检测精确性较低,无法量化磨损程度。
以上8种刀具检查方法各有优劣,实际生产中,可结合加工要求、生产条件及刀具类型,灵活选用单一方法或组合使用,确保刀具始终处于最佳工作状态,从而提升加工质量、提高生产效率,降低生产成本。
0