
商城公告
新闻资讯
产品资讯
技术文章
知识库
17
2026.4
作者
122
阅读量
高硬切削:打破加工局限,解锁模具制造新可能
高硬切削是对45至64(70)HRC硬度材料的加工方式,核心优势的在于高效便捷,如今在模具制造领域广泛应用,其工艺选择需结合多方面因素考量。
什么是高硬切削?
高硬加工,通俗来说就是对硬度介于45至64(70)HRC之间的材料进行切削处理。它的加工方式较为灵活,既可以选用带有特定切刃构造的刀具,也可采用无特定切刃构造的刀具,或是运用烧蚀工艺。不过在实际应用中,高硬加工通常特指使用有特定切刃构造的刀具进行的加工,比如常见的高硬铣削、高硬车削等。
高硬切削的优势与应用发展
相较于耗时较长的火花电蚀加工,高硬切削有着显著优势——加工耗时更短,装夹与操作流程也更为简便,尤其是采用高硬铣削工艺时,可实现材料的完整加工。
高硬加工的成功应用最早可追溯到上世纪90年代初,当时主要用于锻模加工,凭借其高效性逐渐挤压了火花电蚀加工的市场份额。近年来,随着技术的不断迭代,高硬铣削在工具和模具制造领域持续发展,不仅在传统领域稳步应用,还在注塑模具、压铸模具制造中挖掘出了新的应用潜力。
高硬铣削的技术挑战与工艺选择
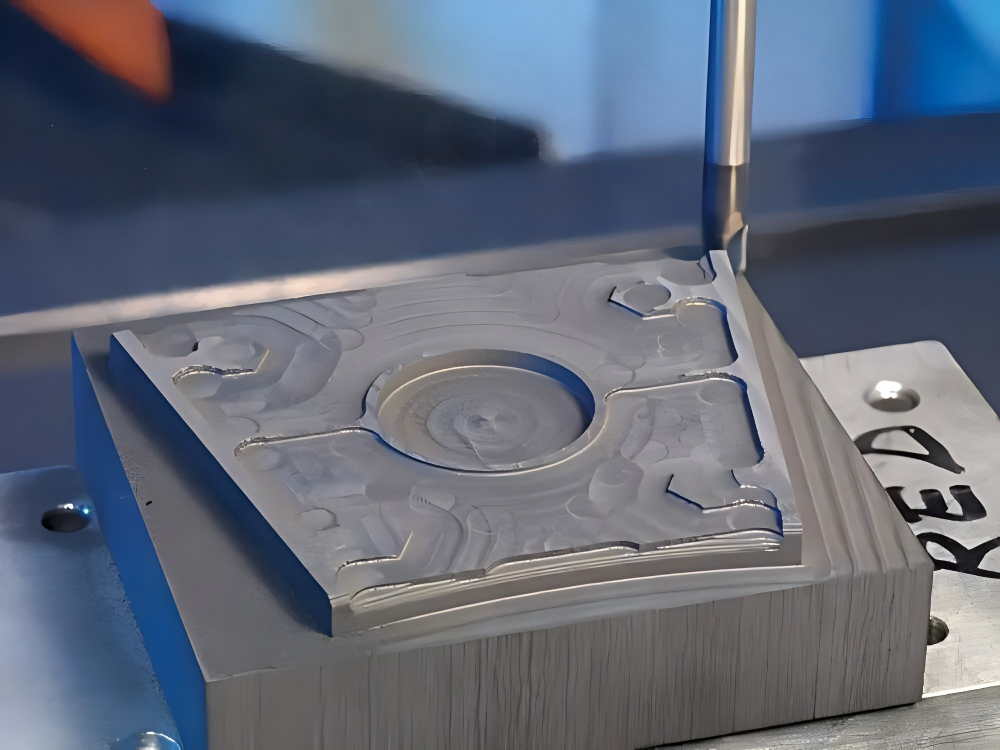
注塑模具与压铸模具的结构往往较为复杂,不仅存在众多加强筋,还常出现悬伸长但钝圆半径小的结构,这些特点都给高硬铣削带来了不小的技术难题。在这样的不利条件下,即便是对硬度为50HRC的材料进行铣削,也需要攻克诸多技术难关。
不过若模具构造相对简单,通过科学合理的工序设计,即便材料硬度达到64HRC,也能顺利通过铣削完成加工。这也说明,在选择高硬铣削还是电火花烧蚀工艺时,不能仅以材料硬度为唯一判断标准。
高硬加工的核心关键
针对高硬加工,除了关注材料本身的特性,更需要重点重视加工过程的设计。只有全面考虑各项边际条件,优化工序安排,才能让高硬加工技术发挥更大价值,获得更多的应用场景与发展机会。
0