
商城公告
新闻资讯
产品资讯
技术文章
知识库
17
2026.4
作者
190
阅读量
收藏|一文读懂粉末冶金:定义、历史、步骤及工艺全解析
粉末冶金是通过高压压制成型与高温烧结制成精密金属零件的工艺,历史悠久且随技术迭代升级,本文详解其定义、发展、核心步骤及主流工艺。
一、初识粉末冶金:什么是核心工艺?
粉末冶金是一种高精度金属零件制造技术,核心是将金属及合金粉末置于刚性模具中,施加极端压力压制成型,再经后续处理获得成品。如今,随着技术的不断升级,它已成为衬套、轴承、齿轮等各类结构件生产中不可或缺的关键工艺。
其中,烧结是决定粉末冶金零件精度与性能的核心环节。该过程需将压制成型的粉末材料,加热至略低于其熔点的温度,使粉末颗粒相互融合,最终形成致密的固体结构,保障零件的强度与稳定性。
二、粉末冶金的发展历程:从古老技术到现代精密制造
粉末冶金并非新兴技术,其历史可追溯数千年,早期便被用于制造工具、家用物品等,广泛应用于黑色金属与有色金属的塑形加工。工业革命初期,它首次实现规模化应用,用于批量生产各类金属部件。
20世纪之前,粉末冶金的应用范围较为有限,未被认定为实用化生产技术。直到电力普及及相关技术突破后,它才逐渐发展为一种高效制造方式,能够生产公差精准、材料浪费极少的金属零件。
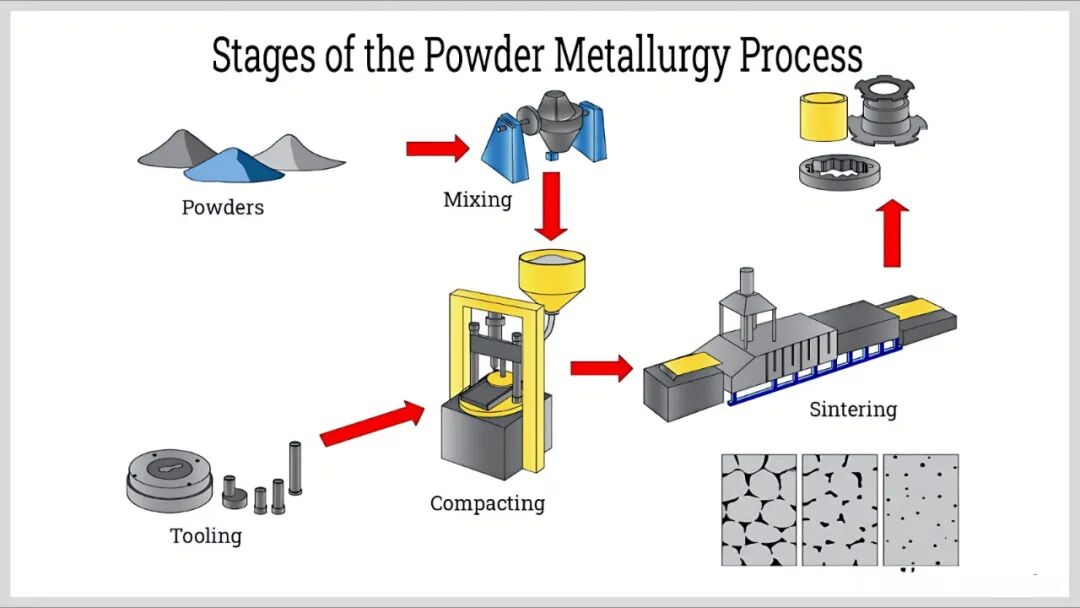
粉末冶金的核心流程始终围绕粉末制备、混合、压制、烧结四个基础阶段,数百年来这一核心框架未变,但工艺细节随工程技术发展不断优化。目前,其衍生出多种定制化工艺,包括传统工艺、注塑成型、等静压以及最新的金属增材制造技术。
三、核心四步:粉末冶金的完整生产流程
1. 粉末制备:零件性能的基础保障
粉末冶金零件的质量,很大程度上由所用金属粉末的特性决定。熔融雾化是目前应用最广泛的粉末生产技术,通过将熔融金属分散为细小液滴,经快速冷却凝固,形成均匀的金属粉末颗粒。
除雾化法外,化学还原、电解沉积、研磨、热分解等也是常用的粉末制备技术,可根据金属及合金类型,灵活选择适配的制备方式。在进入混合阶段前,需对粉末进行严格检测,重点评估流动速率、密度、压缩性及强度等指标,确保其符合后续工艺要求。
2. 混合搅拌:调配符合需求的粉末混合物
混合搅拌阶段的核心的是将基础金属粉末与其他辅助粉末、粘合剂、润滑剂充分混合,从而调配出满足最终零件性能需求的混合物。该过程可根据粉末特性及零件要求,选择湿式或干式搅拌方式。
目前主流的混合搅拌技术有四种,分别是旋转圆筒搅拌、旋转双锥搅拌、圆筒内螺旋混合器搅拌及圆筒内叶片混合器搅拌,不同技术可适配不同的粉末混合需求,确保混合物均匀性。
3. 压制成型:塑造零件雏形
压制环节需将调配好的粉末混合物,压入特定形状的模具中,通过施加合适的压力,最大限度减少粉末颗粒间的空隙,提升混合物密度,最终形成零件的初步形态——生坯。
压制压力的范围通常在80MPa至1600MPa之间,具体数值需根据金属粉末的硬度灵活调整:软质金属粉末的压制压力为100MPa至350MPa,而钢、铁等硬质金属粉末,则需400MPa至700MPa的高压才能达到理想成型效果。
4. 烧结处理:赋予零件最终性能
经高压压制的生坯,强度仍无法满足实际使用需求,需通过烧结处理建立金属颗粒间的永久结合。烧结本质是一种热处理工艺,将生坯加热至高温(略低于金属熔点),使粉末颗粒充分融合,关闭颗粒间的孔隙,最终形成可直接使用的成品零件。
烧结过程中,气氛需严格控制,通常会添加碳元素,构建中性或渗碳环境,以此调控成品零件的材料性能。不同类型的金属,烧结温度存在差异,但均需控制在熔点以下,避免金属熔化变形。
四、主流粉末冶金工艺:适配不同场景需求
1. 传统粉末冶金工艺
传统工艺延续了混合、压制、烧结的核心流程,与古代粉末冶金技术一脉相承,但融入了现代技术优势,精度更高、效率更优,适用于批量生产结构相对简单的标准零件。
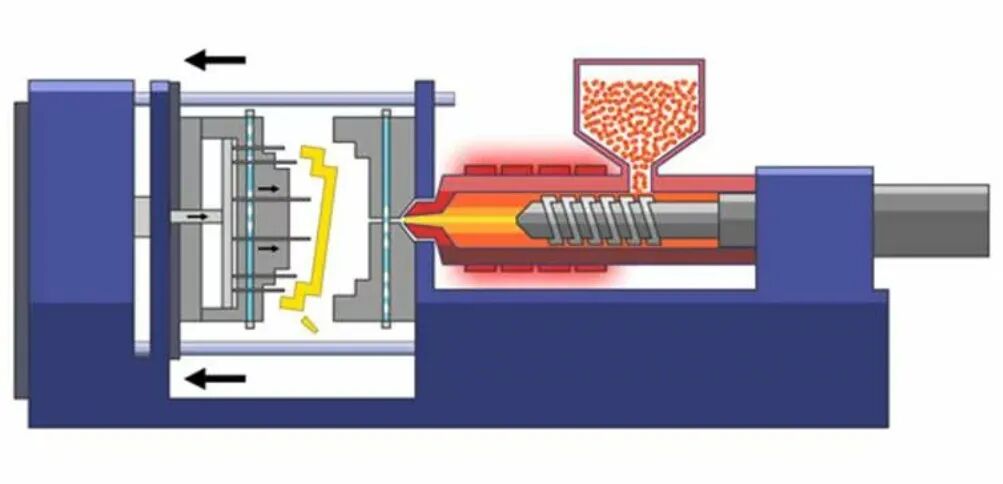
2. 注塑成型粉末冶金
该工艺的核心优势的是可大批量生产形状复杂的零件,其粉末需特殊配方,添加蜡、热塑性塑料等粘合剂,形成“原料”后送入注塑机模腔压制成型。生坯脱模后,通过热处理或溶剂提取去除粘合剂,剩余粘合剂则在烧结过程中自然消散。
这种工艺与塑料注塑、高压压铸流程相似,能实现精准的尺寸公差,适配复杂几何特征,但通常需要进行大量二次精加工,进一步优化零件表面及精度。
3. 等静压工艺
等静压的核心特点是向工件表面施加均匀压力,确保零件各个角度、曲线的密度与微观结构一致,可根据零件需求,选择冷压或热压方式,分为冷等静压(CIP)和热等静压(HIP)两种类型。
冷等静压(CIP):将金属粉末放入氯丁橡胶、聚氨酯等弹性材料制成的柔性模具中,在常温下施加压力,适用于无法使用常规压模的大型、复杂零件,压力范围为略低于5000psi至100000psi,可采用湿式或干式模具成型。
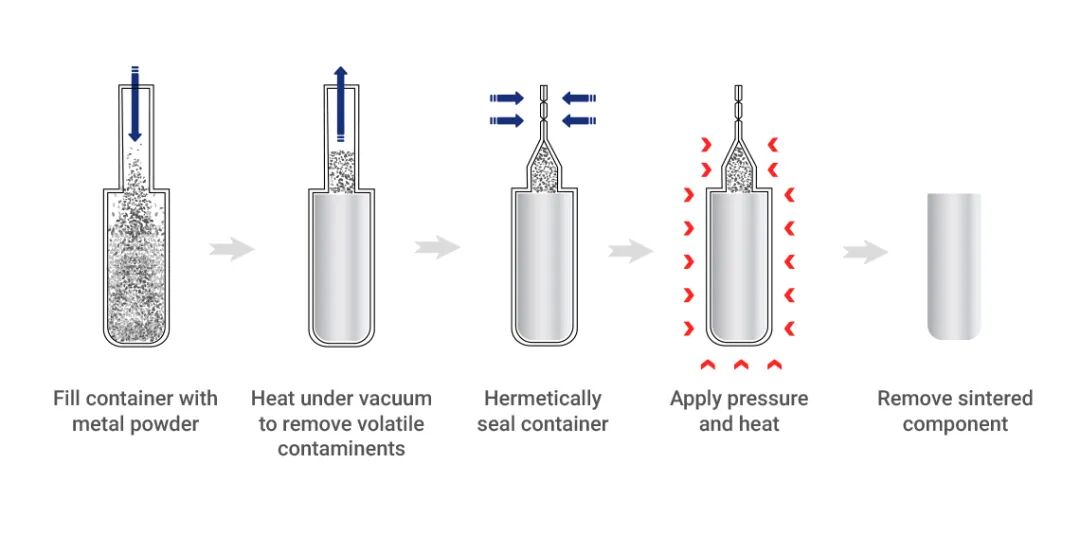
热等静压(HIP):将粉末压实与高温烧结整合为一道工序,属于热压工艺。它结合了高温与等静压的优势,能有效消除零件孔隙、提升密度与机械性能,便于后续加工,同时减少零件微观收缩,提升成品合格率。
0