
商城公告
新闻资讯
产品资讯
技术文章
知识库
16
2026.4
作者
144
阅读量
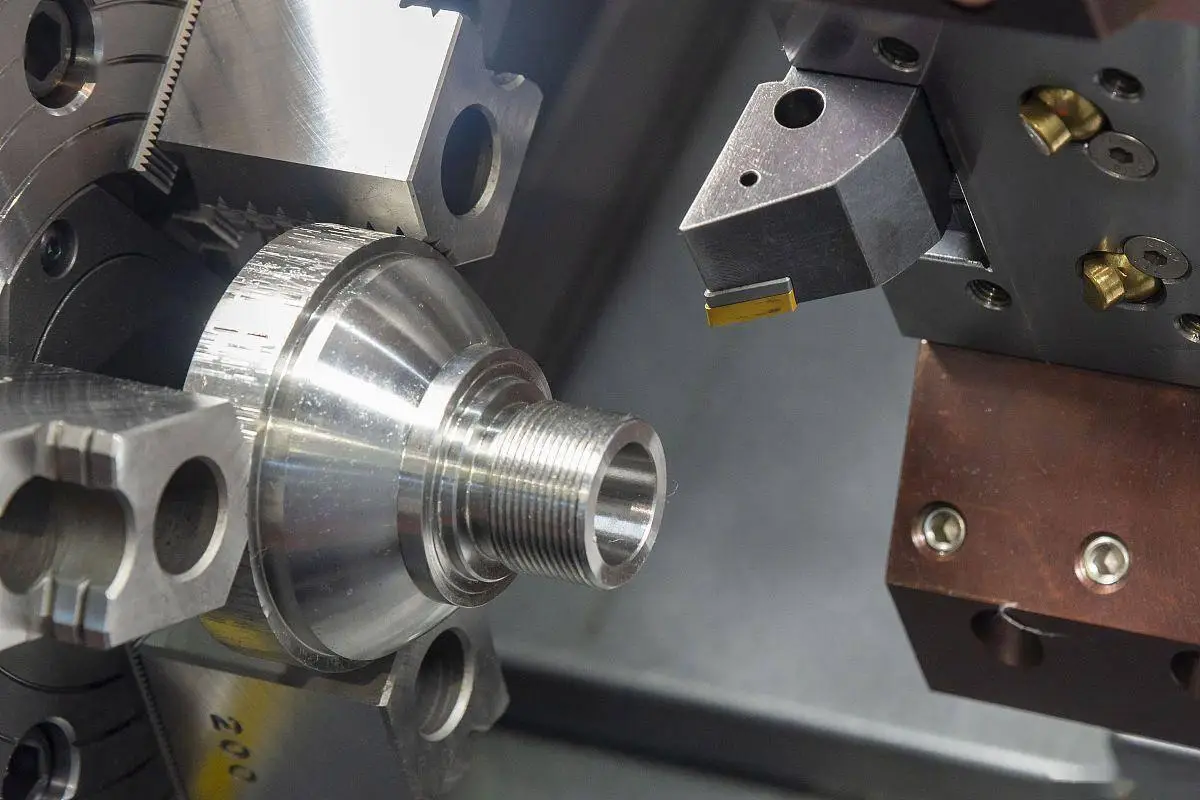
技术篇| 如何提高车削表面的光洁度?9个关键技巧一文掌握
本文从加工流程、切削参数、刀具选择、切屑控制等9个核心维度,详解提高车削表面光洁度的实操技巧,破解精加工阶段零件报废的痛点,助力从业者提升加工质量。
在车削操作的精加工阶段,表面光洁度直接决定零件质量,一旦加工质量不达标,极易导致零件报废,造成成本浪费。想要满足客户对表面光洁度的要求,不仅需要合适的刀片和切削参数,更需要一套全面、系统的加工方法。今天,就为大家拆解9个关键技巧,轻松提升车削表面光洁度。
1. 采取全面的加工方法,兼顾粗、精加工衔接
提高车削表面光洁度,需从粗加工到精加工全流程把控,各环节相互关联、相互依存,核心重点的是合理分配加工余量。
粗加工的核心作用是去除大部分毛坯余量,减轻精加工刀具的负荷,避免精加工刀具过早磨损。需注意的是,粗加工不宜采用过于激进的进给参数,否则会导致零件壁产生较大毛刺,且毛刺坚硬易形成积屑瘤,不仅会缩短精加工刀片寿命,还会严重影响表面光洁度。
建议通过编程让粗加工刀具提前去除缺口毛刺,为精加工提供平整、良好的被加工表面;同时,早期加工阶段需保证基础表面光洁度,尤其是淬硬钢部件,热处理前的粗加工表面光洁度,会直接影响热处理后的最终表面质量。
2. 选择合适的进给和速度,避免常见误区
精加工阶段的进给、速度和切削深度,直接影响表面光洁度,需遵循“高速度、低进给、轻切削”的原则,同时规避常见错误:
① 切削速度:需略高于粗加工(避免降低速度,这是精加工的常见误区),适当提高速度可提升切削温度,防止材料粘连刀具,同时改善表面光洁度,但速度不宜过高,否则会适得其反;若刀片侧面出现积屑瘤,可适当增加进给量。
② 进给速度:需与目标表面光洁度匹配,进给速度过低会导致刀片过度摩擦、过早磨损,反而降低表面质量;精加工需采用较低的进给速度,兼顾效率与光洁度。
③ 切削深度:以轻切削为主,过大的切削深度无需采用(大部分余量应在粗加工、半精加工阶段去除);过小的切削深度会使刀尖半径将所有力径向施加在零件上,引发振动,影响表面光洁度。
此外,刀夹槽尺寸公差需与刀片匹配,公差过大会减少刀片与刀夹槽的接触面积,导致刀夹槽移动产生微振动,负面影响表面光洁度。
3. 选择合适的品牌刀具,匹配加工需求
优质品牌刀片能显著提升切削效果,建议结合加工条件、零件材料,与刀片制造商沟通,选择适配的精加工刀片,核心选择要点如下:
① 刀尖半径:零件几何形状允许时,优先选用较大的刀尖半径,其作用类似“擦拭器”,可更高效地平整材料,适当提高进给速度仍能保持较高表面质量;薄壁零件需选用较小的刀尖半径,降低径向切削力,避免零件偏斜、振动。
② 刀片形状:直接影响切屑形成和表面光洁度,需根据零件形状、加工需求选择适配形状的刀片。
4. 重视修光刃的作用,提升表面平整度
修光刃是提升车削表面光洁度的关键结构,其主要作用是对精加工后的零件表面进行“修光”,减少表面纹路,提升平整度。
选用带有修光刃的刀片时,需注意修光刃的长度与进给速度匹配:修光刃长度应略大于进给量,才能充分发挥修光作用,避免出现未修光的表面纹路;同时,修光刃需保持锋利,磨损后及时更换,否则会加剧表面粗糙。

5. 选择合适的断屑槽,保障表面一致性
断屑槽的选择直接影响切屑控制,而切屑控制是保持表面光洁度一致性的关键,尤其适用于批量零件加工。
断屑槽的规格需与进给速度、切削深度、加工材料匹配:低进给、浅切削深度对应的断屑槽,与高进给、深切削深度的断屑槽规格不同;需根据加工材料的特性,选择能稳定断屑的槽型,避免切屑缠绕刀具、划伤工件表面,确保批量加工的表面光洁度一致。
6. 刀片涂层:优先选择薄涂层,提升表面质量
刀片涂层厚度对表面光洁度影响显著,核心原则是“涂层越薄越好”,具体选择建议如下:
① 优先选用PVD(物理气相沉积)涂层:PVD涂层较薄,粘附性强,能在刀片所有表面形成完整涂层,不改变刀片微观几何形状,可产生更好的表面光洁度。
② 谨慎选用CVD(化学气相沉积)涂层:CVD涂层较厚,不仅难以保证表面光洁度,还会在微观几何上减少涂层,改变刀片原有形状,影响切削精度。
7. 做好切屑控制,避免表面划伤
切屑控制不当会导致切屑划伤工件表面、损坏刀具刃口,进而影响表面光洁度,核心控制方法如下:
① 冷却液使用:大多数车削操作中,需将高压冷却液直接对准切削刃,及时清除切屑、冷却刀具和零件,既能防止切屑划伤表面,也能提升切削速度;若设备无高压冷却功能,可采用常规冷却或内冷方式。
② 冷却液禁忌:车削HRC50以上的硬化材料时,使用陶瓷刀具需避免使用冷却液,防止热冲击导致刀具破裂;软质材料车削时,陶瓷刀具可正常使用冷却液。
③ 切削面积控制:需保证足够的切削面积,减少切削面积会降低切屑散热效率,导致刀片出现化学磨损、侧面磨损,间接影响表面光洁度。
8. 提升刚性,减少振动干扰
刀杆、夹具、工件的刚性不足,会产生振动,是影响表面光洁度的重要因素,需从三方面提升刚性:
① 刀夹与刀杆:刀夹悬伸长度尽可能短,提升刀杆刚性;刀夹槽设计需合理,避免过于开放,确保刀片与刀夹槽接触面积充足,防止刀夹槽移动产生微振动。
② 刀夹与刀片匹配:刀夹尺寸公差需与刀片一致,保持刀夹良好状态,避免刀夹磨损、变形,即使轻微的移动也会影响表面光洁度和尺寸公差。
③ 工件装夹:工件需充分支撑,夹紧力适中,避免装夹变形;必要时增加辅助支承,确保精加工过程中无振动。
9. 遵循良好加工方式,规范操作细节
规范的加工操作的是提升表面光洁度的基础,建议遵循以下要点:
① 参考厂家建议:优先采纳刀片制造商的加工建议,在此基础上结合试切调整,调整需由经验丰富的操作者完成,平时注重积累专业知识。
② 刀片前角选择:精加工优先选用正前角刀片,可形成锋利刃口,减少材料切削阻力,提升表面质量;粗加工可选用负前角刀片,增强切削力,为精加工奠定良好基础。
③ 力的定向控制:精加工阶段,尽可能沿零件轴向施力,选择接近0°进入角的刀片,增加轴向力、减少径向力,提升加工稳定性,减少微振动;切向力(轴向力+径向力)视为常数,合理分配轴向力与径向力,可更好地控制尺寸公差。
④ 切削方向:确保切削力导入零件的良好支撑部分,避免远离支架加工,防止振动,既保护刀具寿命,也能保证表面光洁度。
总结
提高车削表面的光洁度,并非单一调整某一参数即可实现,而是需要从加工流程、切削参数、刀具选择、切屑控制、刚性提升等多方面全面把控。规避常见误区,规范操作细节,根据零件材料和加工需求灵活调整,就能有效减少零件报废,提升加工质量和生产效率。
1