
17
2025.3
作者
504
阅读量
铣刀如何切入工件对于加工至关重要。以对刀具或不当切入零件可能会损坏工件。下面,我们将探讨最常见的铣刀切入方法,以及如何使用的技巧。
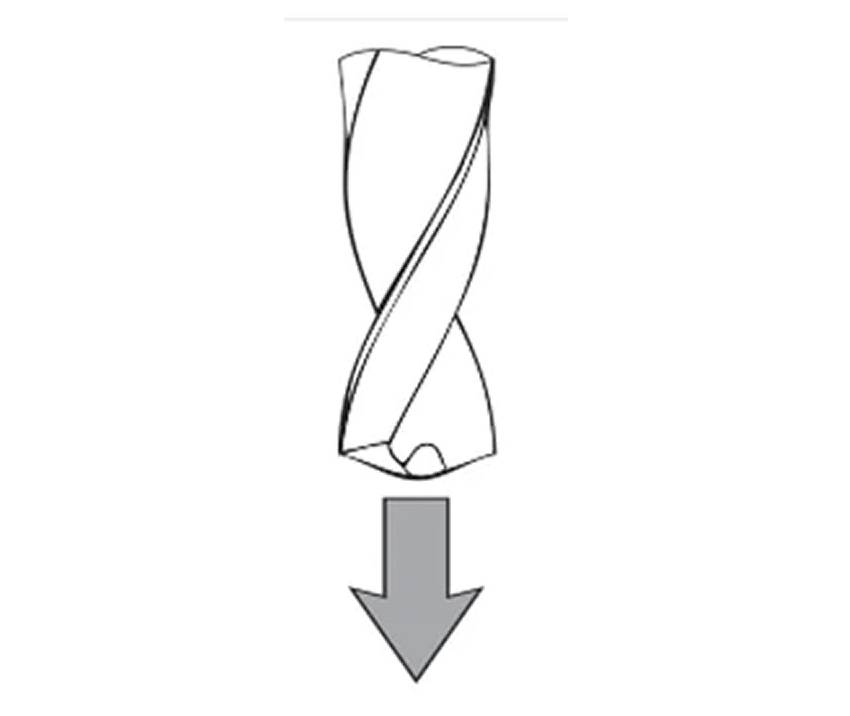
一、预钻孔
将一个孔预先钻在工件上(比立铣刀直径大5-10%)是将铣刀切入最安全方法。此方法可避免刀具过早的磨损。排屑更顺畅,从而降低了切屑堆积的风险和刀具的破裂。在加工容易产生积屑瘤的材料时,通常会使用这种方法,从而确保了一致的加工性能。在刀具修磨中常见的刀具材料有:高速钢、粉末冶金高速钢、硬质合金及PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利、韧性好,硬质合金刀具硬度高但韧性差。硬质合金刀具的密度明显大于高速钢刀具。这二种材料是钻头、绞刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能介于上述二者材料之间,主要用于制造粗铣刀和丝锥。高速钢刀具因材料韧性好,故对碰撞不太敏感。但硬质合金刀具硬度高而脆,对碰撞很敏感,刃口易蹦。所以,在修磨过程中,必须对硬质合金刀具的操作和放置十分小心,防止刀具间的碰撞或刀具摔落。由于高速钢刀具的精度大多相对较低,其修磨要求也不高,再加上其价格也不高,所以,许多制造厂自己设刀具车间对其进行修磨。但硬质合金刀具则往往需要送到专业修磨中心进行修磨。根据国内某些刀具修磨中心的统计,送修刀具中80%以上是硬质合金刀具。
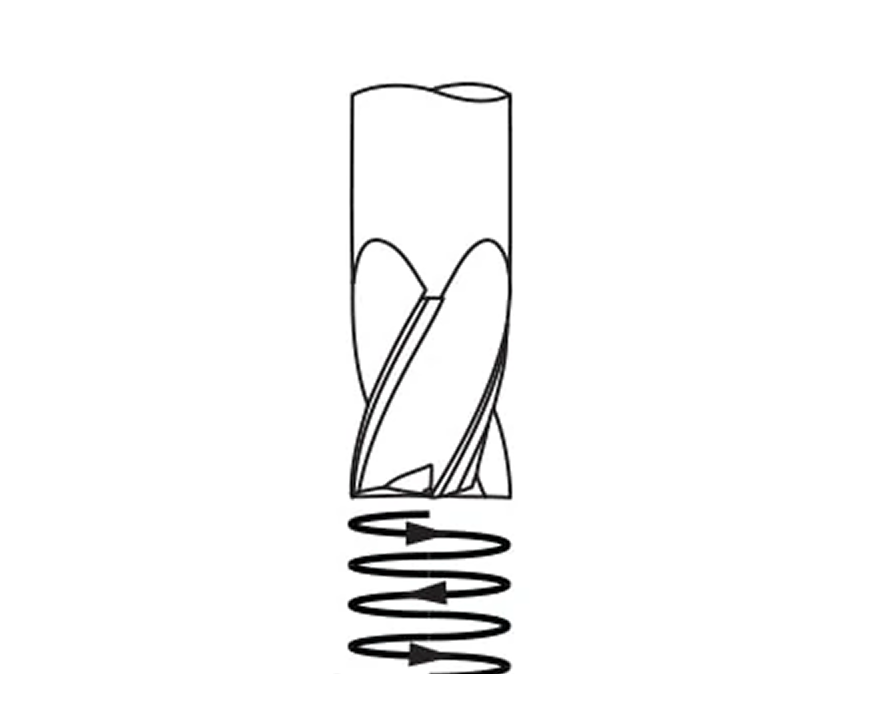
二、螺旋进刀
螺旋进刀是一种非常常见且安全的进刀方式。在操作过程中使用圆角半径铣刀可以减少刀具磨损并减轻刀具破裂。使用这种方法时,编程时直径应为大于切削刀片直径的110-120%。此外,螺旋进刀在实现精确表面光洁度方面具有优势,使其成为航空航天和医疗器械制造等需要高精度和表面质量加工的首选。
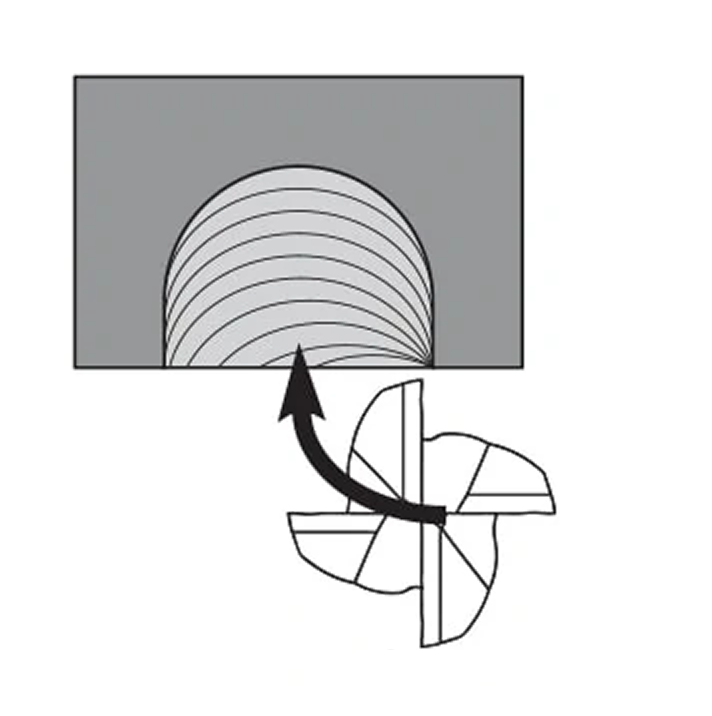
三、斜插式进刀
这种进刀方法基本没缺陷,但会在刀具上施加多种不同的扭转力。因此,采用这种方法的关键是拥有一把足够强度和便于排屑的好刀具。使用带有圆角半径的刀具可增强其切削部位的强度。此外,斜插式进刀能够以减少轴向力的方式高效地去除材料,从而最大限度地减少工件变形并提高尺寸精度。机加工师傅通常在轮廓和挖槽加工中采用此方法,在对保持工件的完整性至关重要。
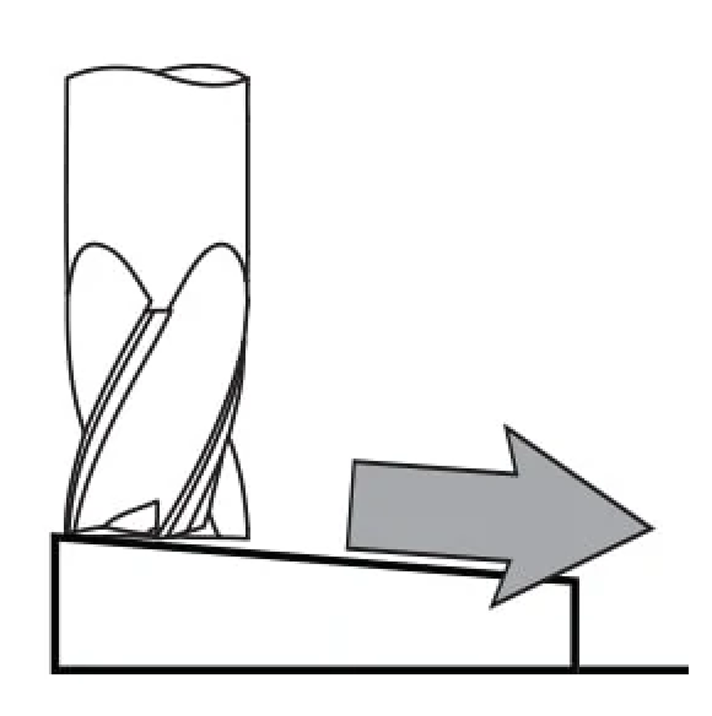
建议角度:
硬质/铁磁性材料:1°-3°
塑性/非铁磁性材料:3°-10°
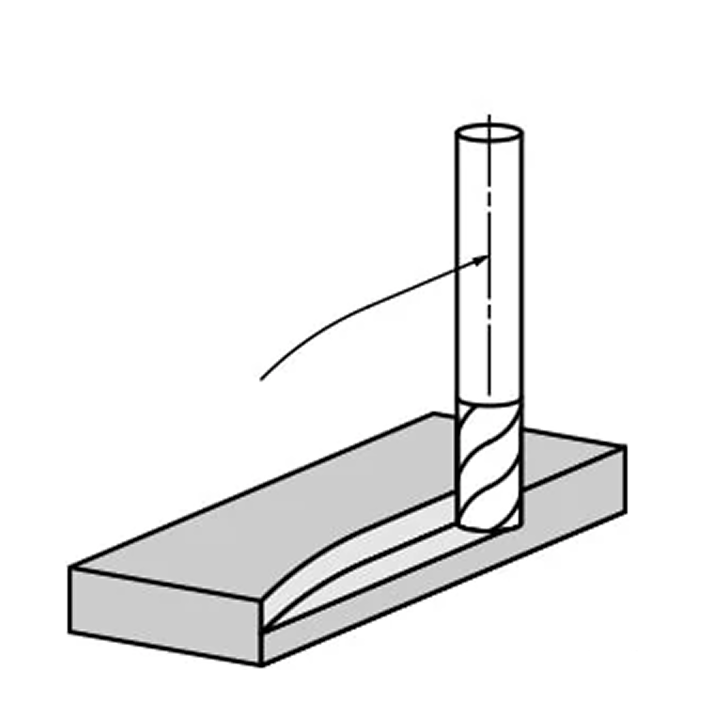
四、圆弧切入
这种刀具切入方法在方法和效果上与斜插式切入类似。然而,斜角切入是从顶部进入零件,而圆弧切入则是从侧面进入。在铣削过程中,端铣刀沿着弯曲的刀具路径或圆弧移动,这使得它在进入零件时逐渐增加对刀具的负载。此外,当它离开零件时,施加在刀具上的负载会减小,有助于避免冲击加载和刀具断裂。机加工师傅经常在模具制造、模具沉降和三维轮廓操作中使用这种技术,以提高生产率和表面光洁度质量。
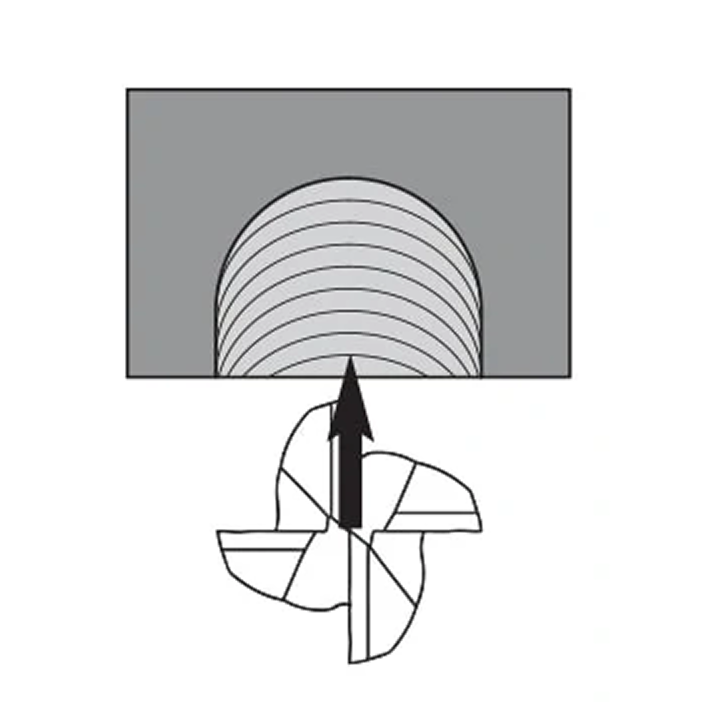
直接下切
这是一种常见但往往存在问题的路径。直接切入零件很容易导致刀具断裂。然而,如果选择这种加工方法,必须满足些条件以提高加工成功的机会。刀具必须是中心切削的,因为端面铣削采用的是平直的入口,使得切屑排出极其困难。钻头就是为直接切入而设计的,因此直接切入用于这种类型的操作。
直刀侧切
侧面切入零件对刀具的磨损较大,与直接下钻一样。在刀具完全切入之前,建议在操作过程中至少将进给速率降低50%。机加工师傅通常在简单切削操作中使用直刀切入法,这种方式相对来说比较直接、简单,在满足一定加工精度要求的情况下,可以有效地解决刀具切入困难的问题。然而,要监测刀具磨损和切屑排出,以防止切屑堆积和刀具断裂。根据材料特性和零件几何形状调整切削参数可以进一步提高加工效率和刀具寿命。
五、滚切
滚动进入切削确保刀具能够完全切入并自然获得适当的切屑厚度。在这种情况下,进给率应该减少50%。滚动刀具切入在开槽和轮廓加工中特别有利,在这些操作中保持一致的切屑厚度对于表面光洁度和尺寸精度至关重要。机加工师傅经常在高速切削加工中使用,最大限度地提高材料去除率,同时最小化刀具磨损和热量产生。
掌握各种刀具切入方法对于加工至关重要。通过理解和有效实施这些方法,可以优化性能并延长刀具的使用寿命。