
商城公告
新闻资讯
产品资讯
技术文章
知识库
20
2026.3
作者
80
阅读量
铝合金加工刀具的选择与使用
铝合金加工刀具的选择与使用
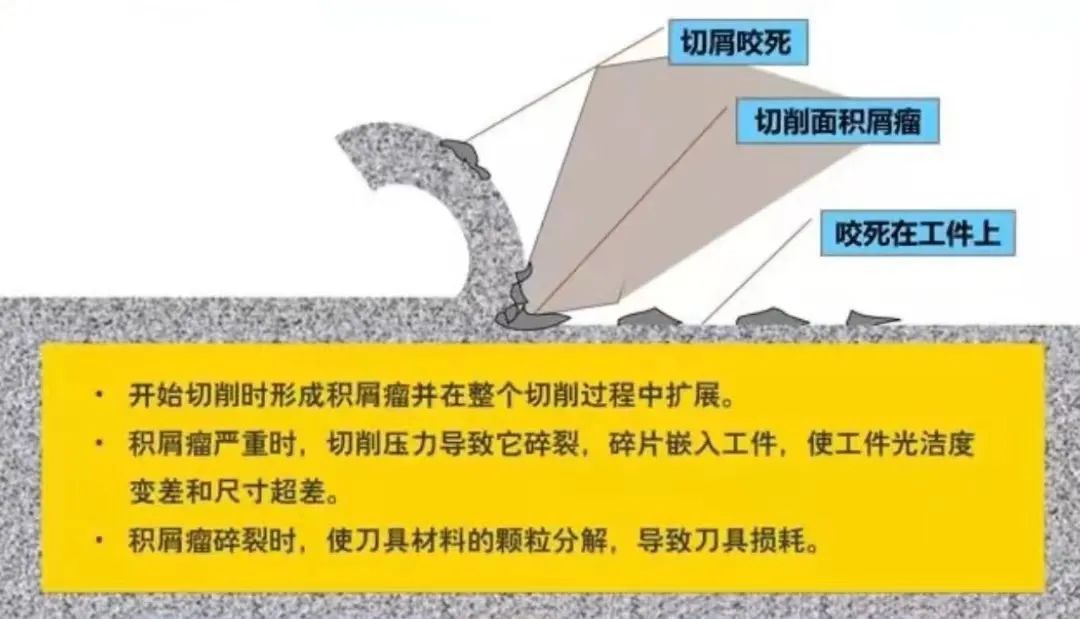
铝合金的塑性低熔点低,容易粘刀,刀具选择不合适就会出现以下情形;粘刀产生积屑瘤,刀具刃口被包裹住,切削性能就变差,断屑排屑就不畅,甚至接下来崩断;尤其铝合金材料的零件一般要求也比较高,特别是航空航天新能源零部件等要求更高,一定要选择好一把好刀具,才能更节省。
问题1,铝合金选什么材质的刀具来应对呢?
目前主要还是硬质合金和PCD刀具。PCD刀具造价偏高,一般都是用在高精高光的情况,或者超大批量的零件生产中。现在硬质合金刀具非常成熟了,造价也低,同时也能满足高精高光的一些要求,尤其现在的内卷比较严重,在硬质合金刀具外面由加了一层DLC的内金刚石涂层,铣刀的寿命又大幅提升。

问题2,硬质合金刀具选择的时候需要注意什么?
一定要选择刃口锋利的刀具,刃口锋利是多方面保证的,一是制造刀具,材料要好,需要超细颗粒的硬质合金;二是需要高精度的磨刀机来保证;三是钝化和抛光等工艺要做好,刀具锋利才能快速地切除材料,尽量减少粘刀或者积屑瘤的发生。

问题3,为什么选择涂层的铣刀反而不好用呢?
铝合金的涂层要求很高,颗粒度要更细。一般钢用刀的涂层,它因为要保证耐磨性,所以颗粒偏大,往往涂层的成分里还有铝的成分,同位素发生反应,反而不如不涂层的铣刀好用,所以不要随便选择一般涂层的铝用铣刀,如淘宝上有几块钱一把涂层铝合金铣刀,可能没有任何作用,反而会造成加工故障。

问题4,铝合金刀具,我们选择几刃的刀具更合适呢?
目前铝用刀多是两刃和三刃。两刃排屑槽更大,但相比三刃的效率更低,现在的材质和磨刀工艺越来越好了,三刃铝用刀既能保证较高的加工效率,也能有较高的排屑容屑的空间,推荐三刃刀具。
0