
13
2026.3
作者
278
阅读量
S难切削材料一般包括高温合金及钛合金两大类。
高温合金
一.什么是高温合金
高温合金又称耐热合金或热强合金,能在600~1000°C的高温氧化气氛及燃气腐蚀条件下工作,热强性能、热稳定性及热疲劳性能良好。广泛应用于各个领域,特别是航空、航天、发电设备和造船等行业。
二.高温合金加工特性
1.高温强度高,加工硬化倾向大
切削加工时,塑性变形抗力大,切削负荷重,切削温度高,一般镍基高温合金的单位切削力比中碳钢高50%;加工后表面层的加工硬化及残余应力大,硬化程度可达200%~500%;刀尖及边界磨损极其严重,副后刀面的沟纹磨损也极易发生。
2.导热性差
导热系数约为45钢的1/5~1/2,故切削温度高
3.与刀具的粘结倾向大
极易产生积屑瘤,影响加工表面质量
4.强化元素含量高
在合金中形成大量研磨性很强的金属碳化物、金属间化合物等硬质点,对刀具有强烈的擦伤作用。
三.高温合金的分类
|
分类方式 |
类别 |
性能 |
|
按化学成分 |
镍基高温合金 |
是以镍为基体的合金,为目前抗高温氧化性能最稳定的一类材料。 |
|
铁基高温合金 |
是以铁或铁-镍为基体的合金,后者也称为铁-镍基高温合金,它们的抗氧化性不如镍基高温合金,高温强度远不如钻基高温合金。但由于镍含量低,价格较便宜,故使用较广。 |
|
|
钻基高温合金 |
是以钻为基体的合金,其特点是高温强度高,可耐1000°C以上的温度。 |
|
|
生产工艺分 |
变形高温合金 |
高温塑性好,能接受锻造等压力加工成型。 |
|
铸造高温合金 |
含有较多的W、Mo、Ti、AI等强化元素及较高的含碳量,热强度高,塑性差,只能在铸态下使用。铸造高温合金比变形高温合金更难切削加工。 |
四.切削高温合金具体措施
|
措施 |
建议推荐参数 |
|
刀具材料的选择 |
常用的是硬质合金刀具,仅在切削速度很低的复杂型面加工时才采用高速钢; |
|
刀具几何参数的选择 |
1.硬质合金车刀几何参数选用: |
|
切削用量的选择 |
选择原则与切削不锈钢基本相同,最主要是切削速度。切削高温合金时,切削速度过高或过低,刀具磨损均较迅速。 |
|
进行适当的热处理 |
铁基高温合金可采用退火处理,镍基高温合金可采用固溶处理 |
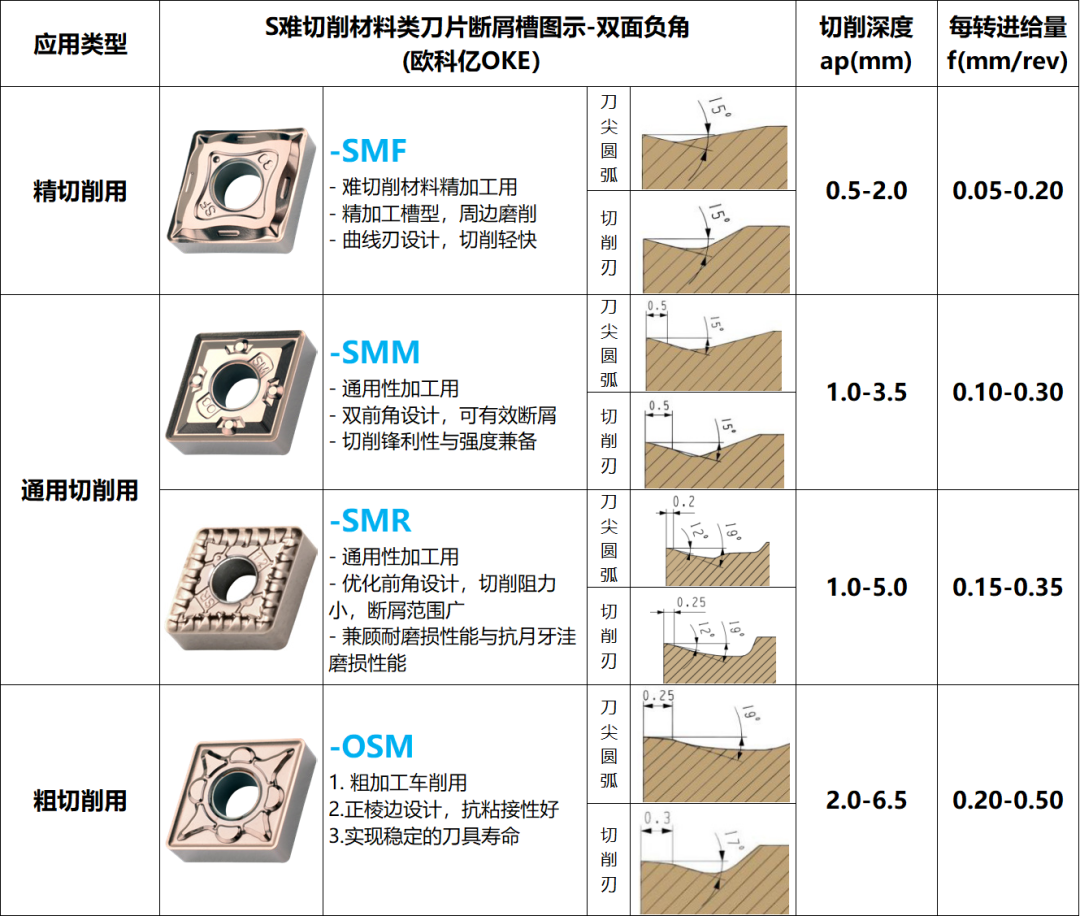
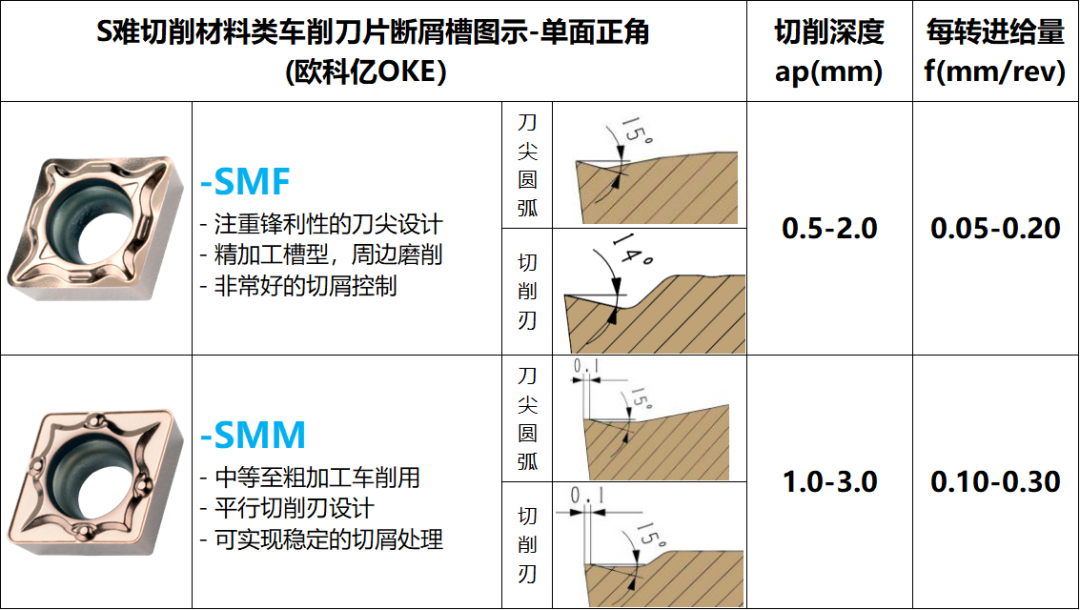
四.切削高温合金刀片断屑的选用
钛
一.什么是钛
钛是同素异构体,室温下,钛合金有三种基体组织,钛合金也就分为以下三类:ɑ钛合金、β钛合金、(ɑ+β)钛合金。钛合金具有密度小、强度高、耐腐蚀等优点,因此在航空、航天、发电设备、核能、船舶、化工、医疗器械等领域中得到了越来越广泛的应用。
二.钛的加工特性
1.刀-屑接触长度短
钛合金的切屑在空气中的氧和氮的作用下,会形成硬脆的化合物,使切屑成短碎片状,因而刀-屑接触长度很短,切削力和切削热集中在切削刃附近,刀具容易崩刃。
2.导热性差
钛合金的导热系数小,仅为45钢的1/6~1/7,而且密度小,切削热量集中在切削刃附近,刃区温度高,刀具磨损剧烈。
3.化学亲合力大
与含Ti的硬质合金粘结严重。
4.弹性模量小
约为45钢的弹性模量的1/2,故弹性恢复大,摩擦严重。同时,工件也容易发生装夹变形。
5.钛屑易燃
在高温下(600°C),钛屑容易燃烧。
6.冷硬现象严重
钛的化学活性大,在高的切削温度下,很易吸收空气中的氧和氮,形成硬而脆的外皮,同时切削过程中的塑性变形也会造成表面硬化。冷硬现象不仅会降低零件的疲劳强度,而且能加剧刀具磨损。
三.钛的分类
|
类别 |
性能 |
|
ɑ钛合金 |
组织为单一的密排六方晶格的ɑ相组织。ɑ钛合金的特点是高温性能好(可在500°C高温下长期工作),抗氧化能力强,但不能热处理强化,常温强度低。 |
|
β钛合金 |
组织为单一的体心立方晶格的β组织。β钛合金的特点是冷变形塑性好,可通过热处理强化,常温强度高,但热稳定性较差,不宜在高温条件下工作。 |
|
(ɑ+β)钛合金 |
具有ɑ及β双相组织。其特点是具有较高的常温及高温强度,塑性及韧性良好,可进行热处理强化,因而用途较广。 |
四.切削钛的具体措施
|
措施 |
建议推荐参数 |
|
刀具材料的选择 |
应尽可能采用硬质合金刀具,并应选用不含Ti的YG类(ISO的K类)硬质合金。如为断续切削或有冲击时,也可采用高速钢刀具(如W2Mo9Cr4VCo8)等,或采用细晶粒和超细晶粒的硬质合金,用金刚石和立方氮化硼刀具切削钛合金也能取得显著效果。 |
|
刀具几何参数的选择 |
刀具前角及主偏角应较小,并须磨出适当的刀尖圆弧;后角应较大。一般硬质合金车刀可前角取5°~8°,后角取10°~15°,刃倾角取-3°~-5°,主偏角取45°~75°,刀尖圆弧取0.5~1.0mm。另外,刀具的前、后面的粗糙度值应小,一般≤0.2um。 |
|
切削用量的选择 |
选用较低的切削速度、较大的进给量和背吃刀量。 |
|
冷却润滑 |
一般应选用极压乳化液来冷却,流量应充足。但若对零件的疲劳强度要求较高时,则切削液中不应含有硫、氯,此时应选用普通乳化液。如使用含氯的切削液,切削过程中在高温下,将会释放出氢气,被钛吸收,引起氢脆;也可能引起钛合金高温应力腐蚀开裂。 |
|
工件的夹具 |
夹紧力不宜过大,以免工件变形,必要时可增加辅助支承来提高装夹刚性。 |
|
其它 |
机床要有较好的刚性,各运动部件的间隙要仔细调整,这对粗加工特别重要,否则很容易打刀。 |