
10
2025.9
作者
404
阅读量
前言
在加工车间里,你是否遇到过这样的困惑:新买的数控刀具明明够锋利,可没切几个工件就崩刃了;好不容易提高切削速度,工件表面却变得坑坑洼洼;涂层刀具用着用着,涂层就像脱皮一样往下掉…… 其实,这些问题很可能都指向同一个关键工序 ——刀具钝化处理。提到“钝化”,很多人第一反应是 “让刀具变钝”,这可就大错特错了。今天咱们就来好好聊聊,这个听起来“反常识”的操作,到底藏着哪些门道。
01.刀具钝化:不是“变钝”而是“优化”
先澄清一个误区:刀具钝化可不是把锋利的刃口磨钝,反而它是让刀具 “更耐用、更靠谱” 的核心工序。
简单说,刀具钝化是数控刀具在精磨之后、涂层之前的一道“必修课”,核心是通过去毛刺、平整刃口、精细抛光等操作,修复刃口的微观缺陷。它还有很多“别名”,比如刃口强化、刃口珩磨,或者专业的“ER处理”,但本质都是一回事:让刀具刃口达到“既锋利又坚固”的理想状态。
02.为什么非要做钝化
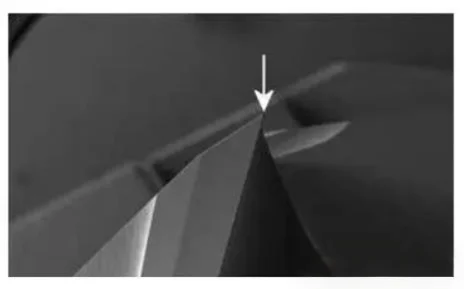
普通砂轮或金刚石砂轮磨出来的刀具,看着刃口挺锋利,其实在显微镜下全是“小伤口”—— 微小的崩刃、锯齿状的缺口,就像刚被掰断的玻璃边缘,看似尖锐却脆弱不堪。
这些“隐形伤口” 在切削时就是大麻烦:高速旋转的刀具与工件摩擦,缺口会不断扩大,轻则加快刀具磨损,重则直接崩刃断裂。更重要的是,现在的加工越来越追求高速切削和自动化,对刀具稳定性要求极高;尤其是涂层刀具,如果涂层前不做钝化,涂层会顺着刃口的缺口“渗入”,稍有震动就会成片脱落,反而缩短寿命。
03.钝化的目标
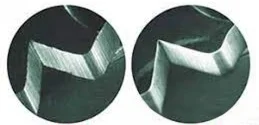
说白了,钝化处理就是给刀具刃口做“微整形”:把那些锋利却脆弱的微观缺口磨平、倒圆,既保留足够的切削锋利度,又让刃口变得“坚韧抗造”。
想象一下,没钝化的刀具刃口像一把过于锋利的刀,切硬东西容易崩;而钝化过度又会变成“钝斧头”,切削费力。优质的钝化处理,就是找到这个完美平衡点——让刀具既能轻松“咬”住工件,又能长期保持战斗力。
04.钝化后刀具的变化
经过专业钝化处理的刀具,性能会迎来全方位升级,这三大变化最直观:
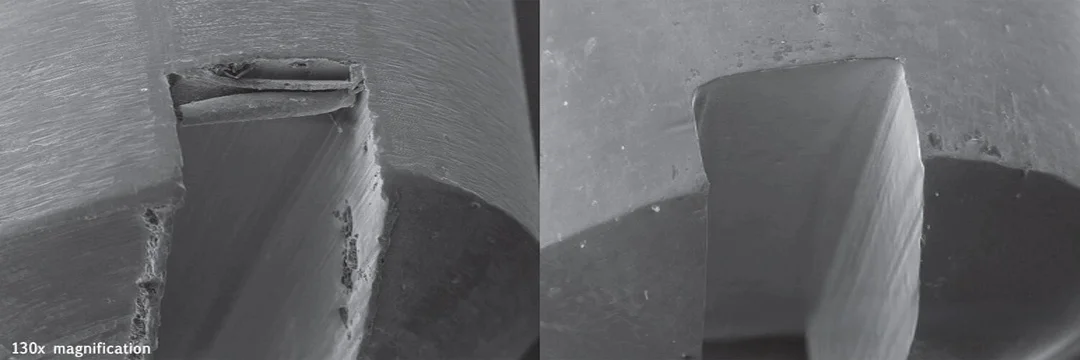
●刃口 “改头换面”,从“毛糙小子”变“光滑绅士”:
刃口的毛刺和微小崩刃被彻底清除,变成圆润光滑的弧线。这不仅能减少切削时的 “硬碰硬”,让崩刃概率大幅降低;还能让刀具与工件的接触更均匀,加工出来的工件表面光洁度直接上一个档次,再也不用为粗糙的纹路返工。
●排屑槽“清淤抛光”,排屑速度“快如闪电”:
刀具的排屑槽经过均匀抛光后,表面变得像镜面一样光滑。这意味着切屑能更顺畅地“溜走”,不会卡在槽里阻碍切削,甚至能支持更高的切削速度。同时,光滑的表面还能减少刀具与工件材料的“咬合”风险,切削力最多可降低 40%,加工起来更省力、更稳定。
●涂层“锦上添花”,耐磨耐热“双 buff”加持:
涂层后的刀具表面难免会有一些“小疙瘩”(涂层凝结的小滴),这些小疙瘩会增加摩擦发热,限制切削速度。钝化抛光能把这些小疙瘩磨掉,同时在表面留下细密的“小凹坑”。这些凹坑就像一个个“储油槽”,能吸附更多切削液,大幅降低切削温度,让高速切削时的刀具更“冷静”,寿命自然也就更长了。
总结
原来,刀具钝化不是“拖后腿”,而是让数控刀具发挥最大潜力的“神助攻”。它用看似简单的打磨、抛光,解决了加工中最头疼的磨损、精度、效率问题。下次再遇到刀具“短命”、工件“粗糙”,不妨先看看:是不是少了这道关键的钝化工序?毕竟,在追求高效加工的路上,让刀具“健康工作”,才是最划算的投资。
