
按工艺 按功能
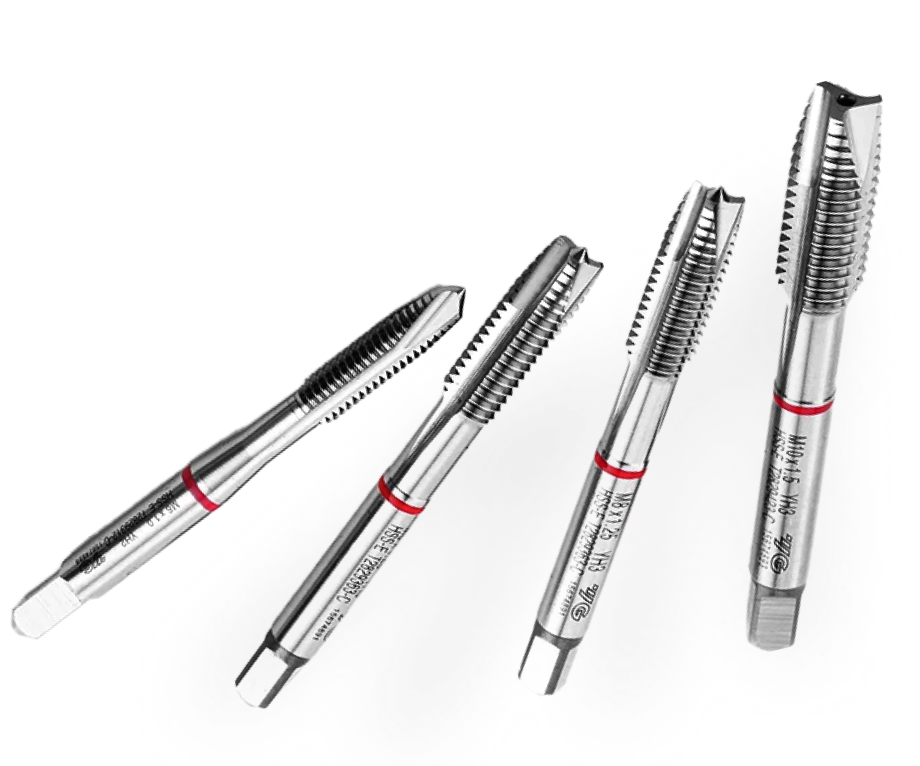
 螺旋槽/刃倾角丝锥
螺旋槽/刃倾角丝锥
高硬度材料加工专家 | 丝锥断锥率降低67%
品牌背书
YG-1是全球最大的立铣刀制造和销售行业的五大公司之一,也是韩国最大的刀具制造公司。
YG-1凭借其38年的专业技术知识,扩大了产品的多元化。
1981
年创立
37
个国家代理
ISO 9001
认证

车削

铣削
钻孔

螺纹

工具系统
为什么选择我们
严格的质量把关
持续获得37%年增长
YG-1保持严谨的质量检验标准
比起美国的联邦标准,我们的公差更低,
因为YG-1刚起步时产品100%的出口销往美国。
产品管理
有能力建立客户信任
YG-1凭借获得高效的
物流和缩短交货日期的系统,
赢得了客户的持续信赖。
人力资源和研发
无止境的人力资源和研发投资
YG-1通过不断研发和人力资源的投入,
保持灵活性和客户满意度。
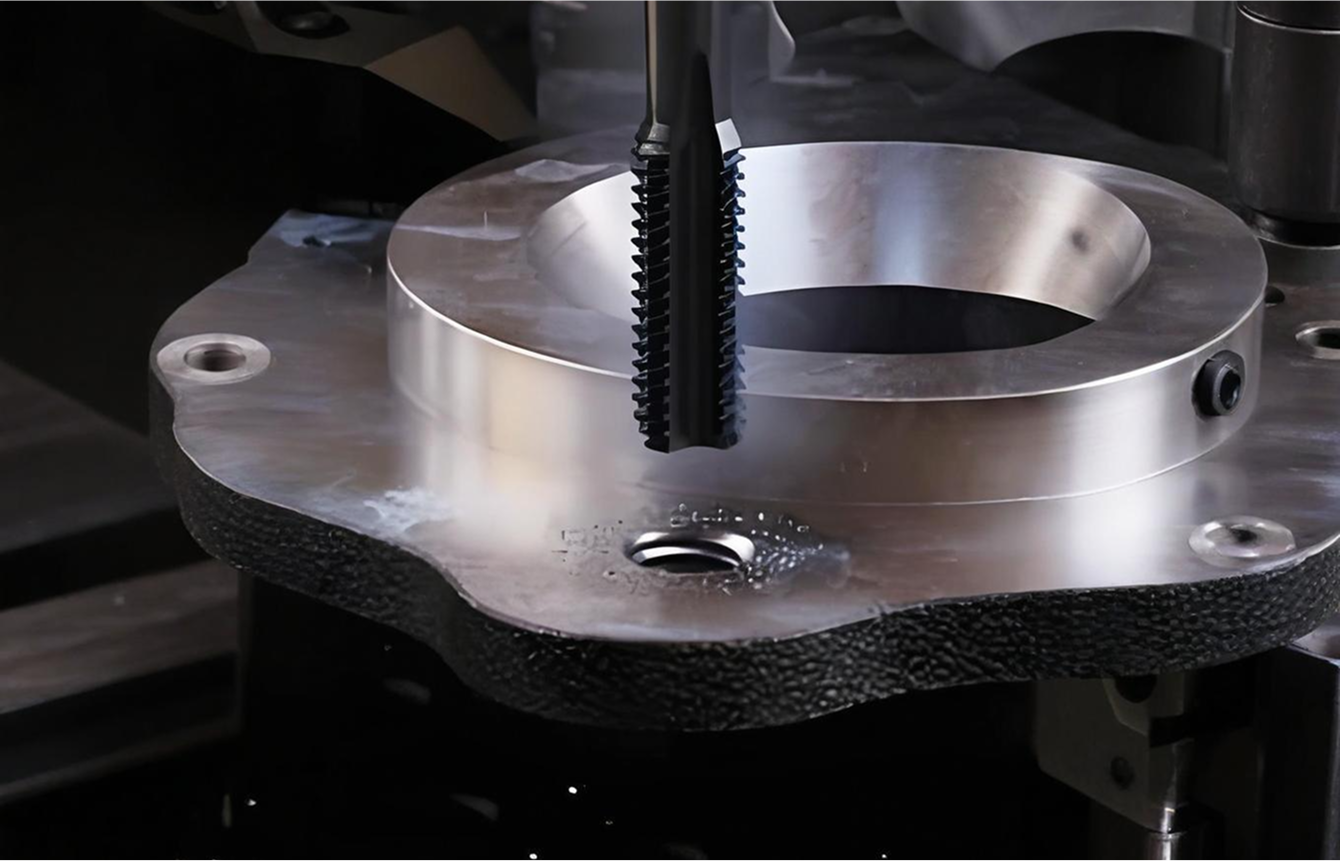
适用加工场景
直槽丝锥
先端丝锥
螺旋丝锥
挤压丝锥
材料类型
铸铁件:
汽车发动机缸体、刹车盘等灰铸铁/球墨铸铁零件的螺纹加工
短切屑有色金属:
黄铜阀门、青铜轴承座的通孔攻牙
维修车间通用需求:
快速修复损坏的螺纹孔
加工条件
通孔加工:
孔深≤3倍直径
冷却条件有限:
如手动加油润滑
中低转速机床:
普通钻床/老式CNC
行业案例
汽车行业:
批量加工变速箱壳体定位孔
液压设备:
泵体阀孔维修
客户痛点
铸铁件碎屑堵塞
推荐丝锥类型:
直槽丝锥
典型解决方案:
YG-7系列+高压气枪排屑
技术优势对比:
TiCN涂层延长铸铁加工寿命3倍
不锈钢螺纹毛刺多
推荐丝锥类型:
先端丝锥
典型解决方案:
V-CUT刃口+含硫切削油
技术优势对比:
断锥率比传统丝锥降低67%
铝合金薄壁件变形
推荐丝锥类型:
挤压丝锥
典型解决方案:
纳米涂层+精准底孔控制
技术优势对比:
螺纹疲劳强度提高40%
钛合金深盲孔排屑困难
推荐丝锥类型:
螺旋丝锥
典型解决方案:
45°螺旋角+内冷式刀柄
技术优势对比:
盲孔加工效率提升50%
产品选型
直槽丝锥
先端丝锥
螺旋丝锥
挤压丝锥
直槽丝锥
结构特征:
直线排屑槽,通用性强
适用材料:
铸铁(灰铸铁/球墨铸铁)- 短切屑铝合金(ADC12等)- 黄铜/青铜
典型切削参数:
铸铁:10-15m/min 铝合金:20-30m/min
进给量:
螺距×1.0mm/rev
冷却方式:
油基切削液(铸铁)乳化液(铝合金)
特殊注意事项:
需频繁退刀排屑,避免深孔加工(≤3×D)
产品优势

尖端涂层工艺
TiCN/AlCrN/DLC等复合涂层,硬度提升30%-50%,耐高温达1100℃,摩擦系数降低至0.08(行业平均0.15),减少粘刀断锥风险
创新结构设计
双刃带/变螺旋角/断屑槽等专利设计,适配不同材料特性, 芯部抗弯强度比竞品高25%,深孔加工更稳定

超微粒硬质合金
晶粒度0.5μm:比行业平均1.2μm更致密,抗崩刃性能提升40%, 抗弯强度3800MPa:胜任HRC60以下淬硬钢加工(行业标准HRC45)

抗震强化
加粗芯径+减振槽:抑制深孔加工中的谐波振动,延长刀具寿命, 双刃带导向:增强加工稳定性,偏心误差降低70%
采购服务保障
9 折优惠
专属折扣(千支以上)
7 天无理由退换
质量承诺(限未使用产品)
24 小时
物流跟踪
10000+ 现货
库存看板
客户价值总结

降本
综合刀具成本降低30%-50%
(通过延长寿命+减少废品)

增效
加工效率提升40%-200%
(尤其不锈钢/钛合金场景)

无忧
从选型到售后全流程技术兜底,
降低中小客户技术门槛