
按工艺 按功能
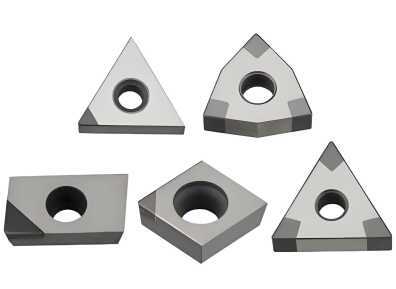
 使用200元代金券立即试用PCD刀片
使用200元代金券立即试用PCD刀片 一刀解决粘刀、积屑瘤难题,车削效率提升3倍,表面粗糙度Ra<0.2μm



PCD是人工合成的金刚石颗粒‘混凝土’,硬度是硬质合金的5倍

7000–10000 HV(自然界最硬)
非铁金属(铝、铜、镁合金)、 非金属(碳纤维、陶瓷、石墨)
非铁金属寿命极长:
铝合金加工可达硬质合金的20–50倍
耐热性较差(< 800°C),高温易石墨化
Ra <0.1μm(镜面效果)
高(刀具单价是硬质合金的5–10倍)
最低(寿命长、停机换刀少)
与铁系金属反应(高温下碳元素扩散,导致快速磨损)

1200–1800 HV
通用型(钢、铸铁、部分有色金属)
寿命短:
加工铝合金易粘刀,寿命仅数百件
一般(600–900°C)
Ra 0.4–1.6μm(需多次精修)
低(经济实惠,但需频繁更换)
最高(频繁换刀影响效率)
通用性较好
3000–4500 HV(次于金刚石)
黑色金属(淬硬钢、铸铁、高温合金)
黑色金属寿命长:
淬硬钢加工寿命是硬质合金的10–30倍
极优(1400–1500°C不氧化)
Ra 0.2–0.8μm(高硬度材料精密加工)
极高(单价是硬质合金的10–20倍)
中等(适合高附加值零件)
与铝/铜反应(易产生粘附磨损)

切削速度提升3-5倍,较硬质合金刀具加工效率提升200%

刃口镜面抛光,Ra≤0.2um;省去后续抛光工序,节省30%工时

耐磨性超硬质合金50倍;单刃寿命长达8000米切削

纳米涂层防积屑设计加工铝合金无毛刺,良品率99%+
“铝合金加工粘刀严重,
表面全是划痕!”
刃口镜面抛光+纳米涂层,
彻底解决积屑
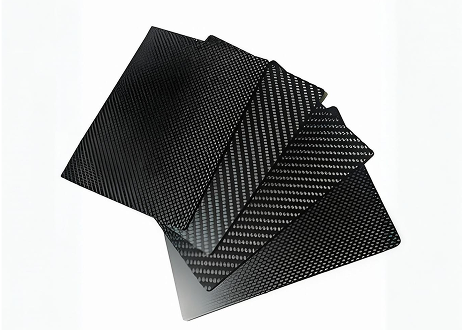
“复合材料加工磨损快,
换刀耽误生产!”

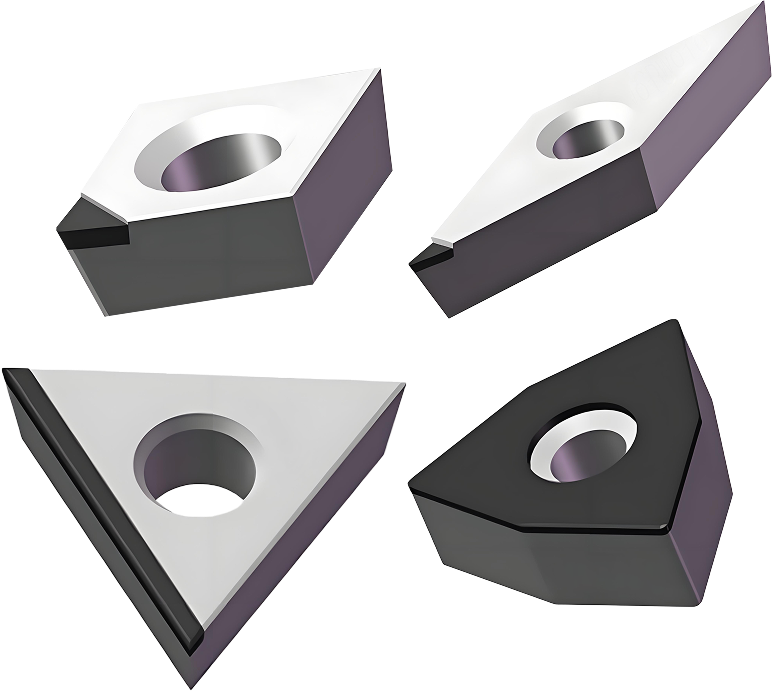
金刚石复合片(PCD)
寿命提升50倍
“薄壁零件加工变形,
精度不达标!”
低切削力设计,
径向力减少40%
“小批量多品种,
刀具成本太高!”
模块化刀杆+可换刀头,
成本降低60%
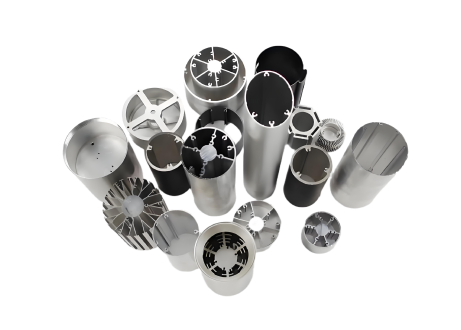

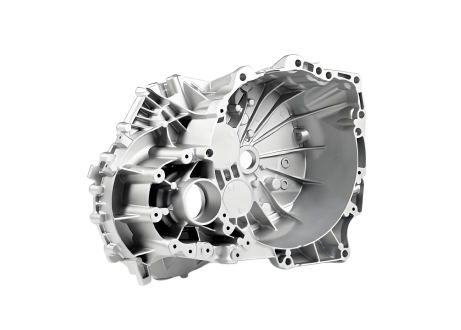

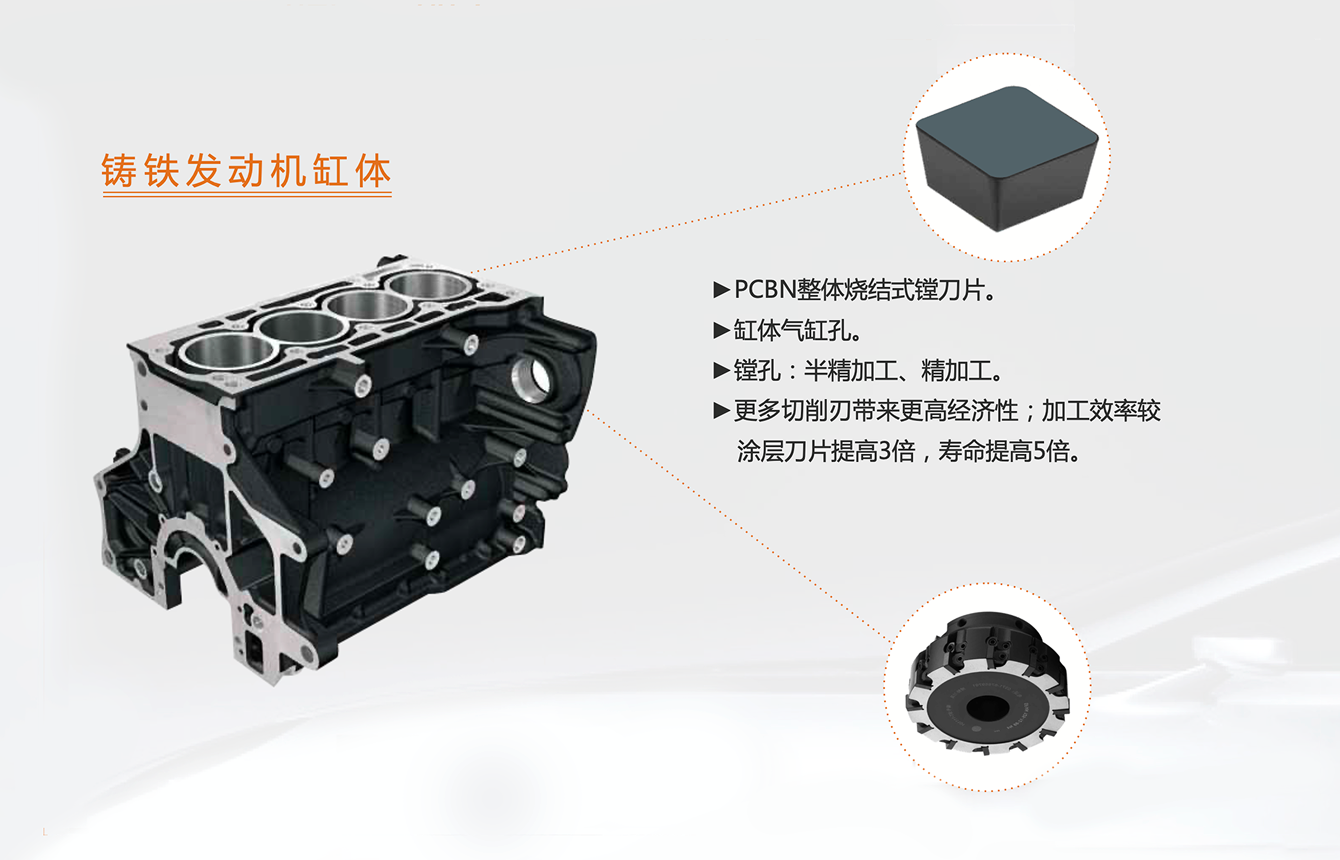
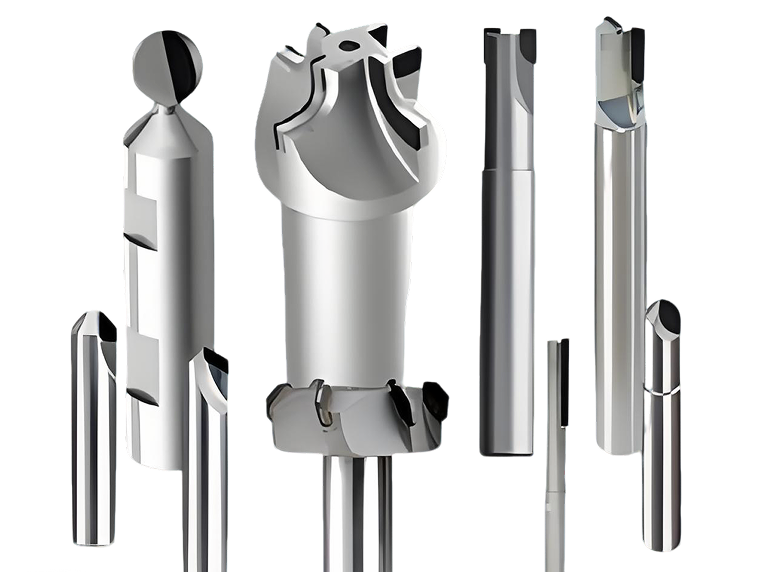
加工部位:缸体内壁、端面、曲轴孔
加工工序:高速精铣/精车
核心优势:
刀具寿命达5000件以上(硬质合金仅200件),停机换刀频率降低90%
表面粗糙度稳定Ra 0.1~0.2μm,省去抛光工序
加工效率提升2.5倍,单件成本下降40%
免费提供切削参数方案

200+常备型号,24小时发货
代金券试用样品(限企业认证用户)