按工艺 按功能
 使用200元代金券立即试用CBN刀片
使用200元代金券立即试用CBN刀片 
CBN硬度仅次于金刚石 耐高温达1400°C
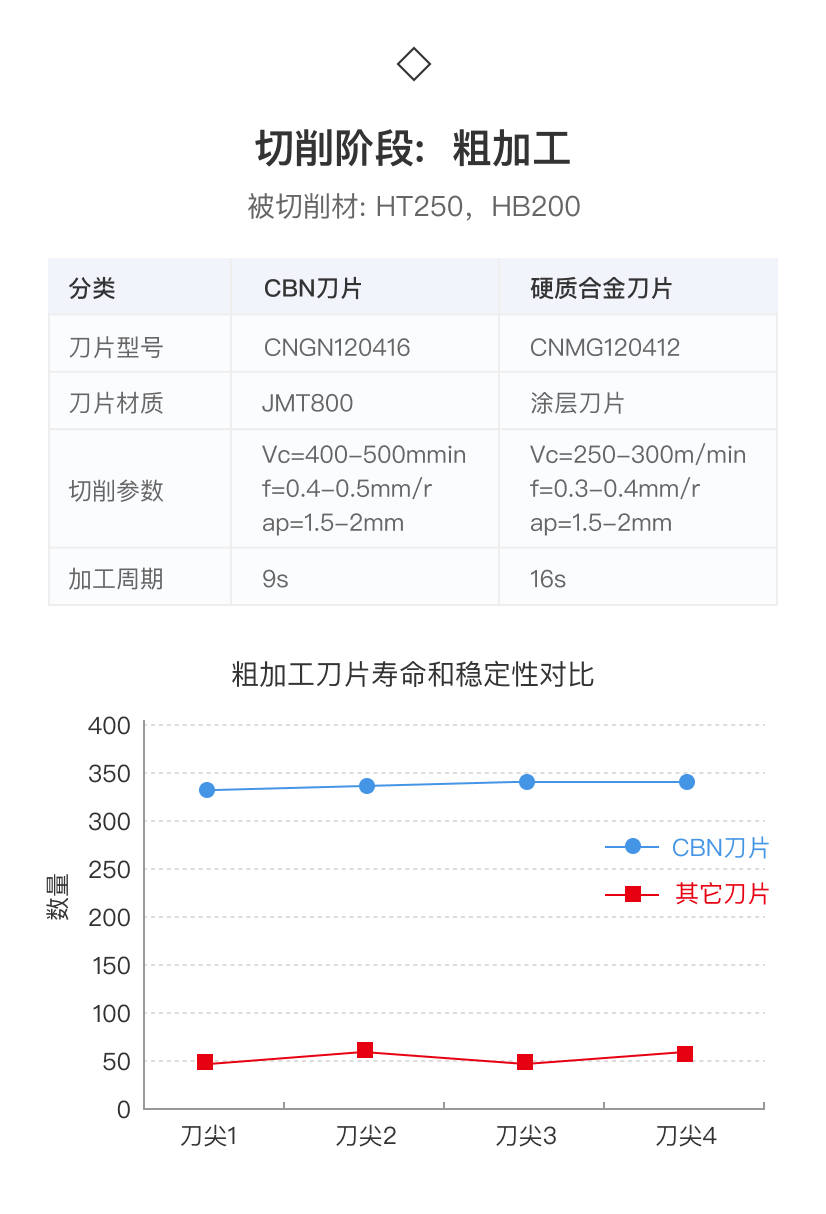
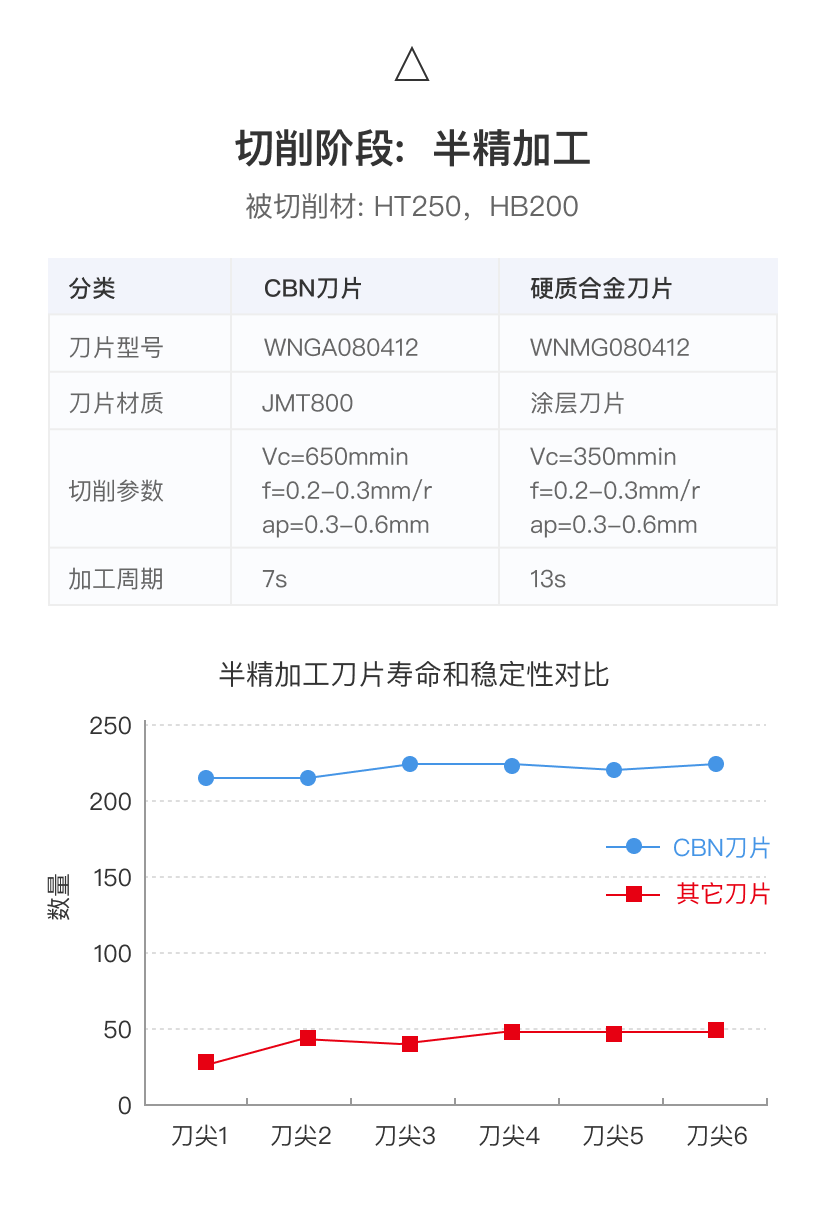
比传统硬质合金刀片寿命 提升5-8倍
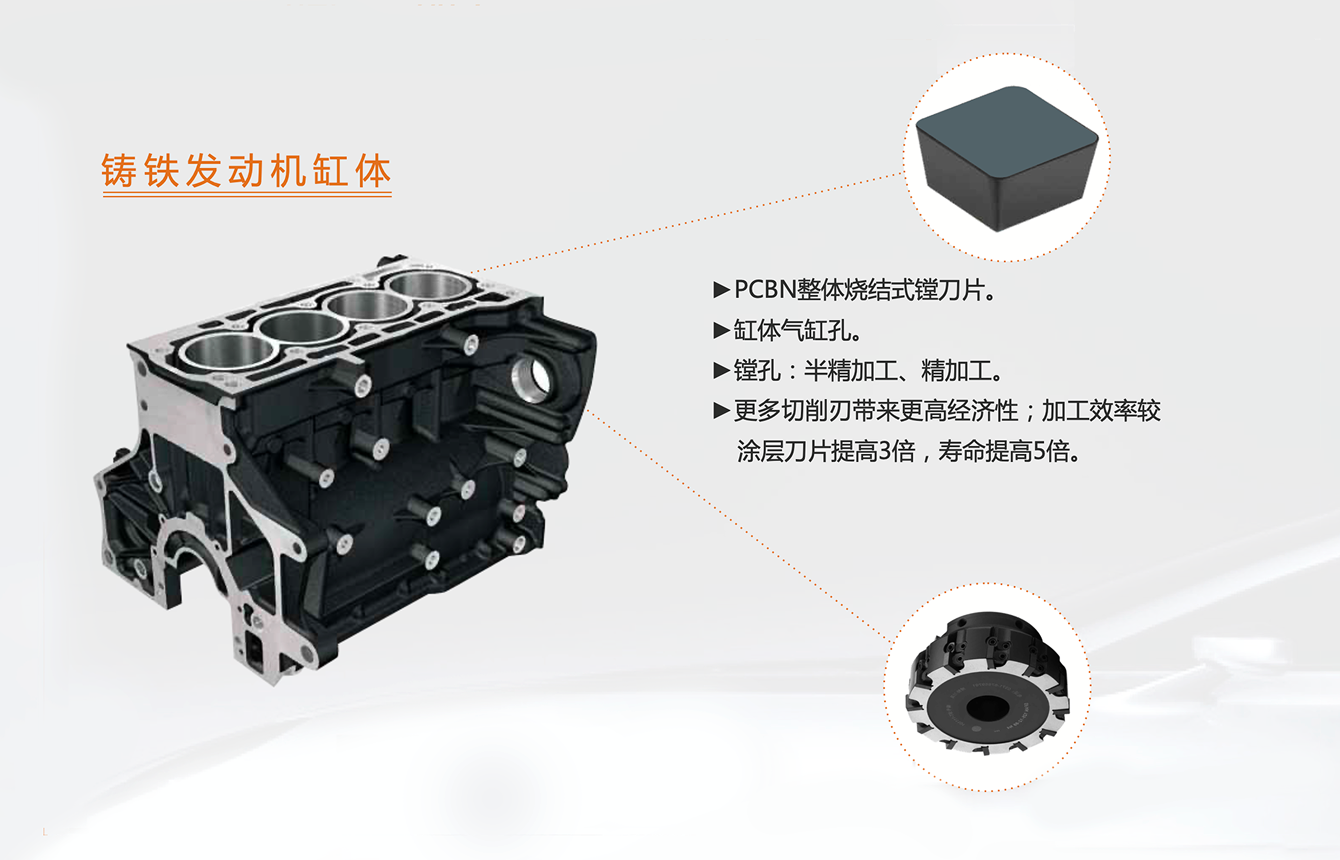
镜面加工淬硬钢,替代磨削工序
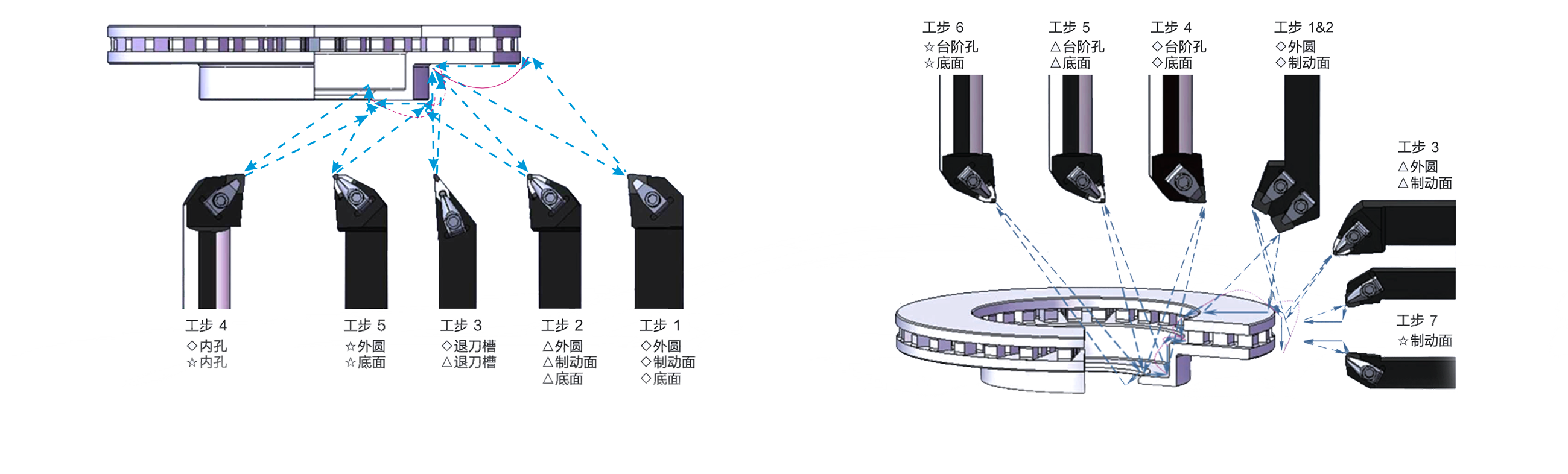
刀具结构设计合理;更长更稳定的刀具寿命; 更高的硬度带来更好的耐磨性,
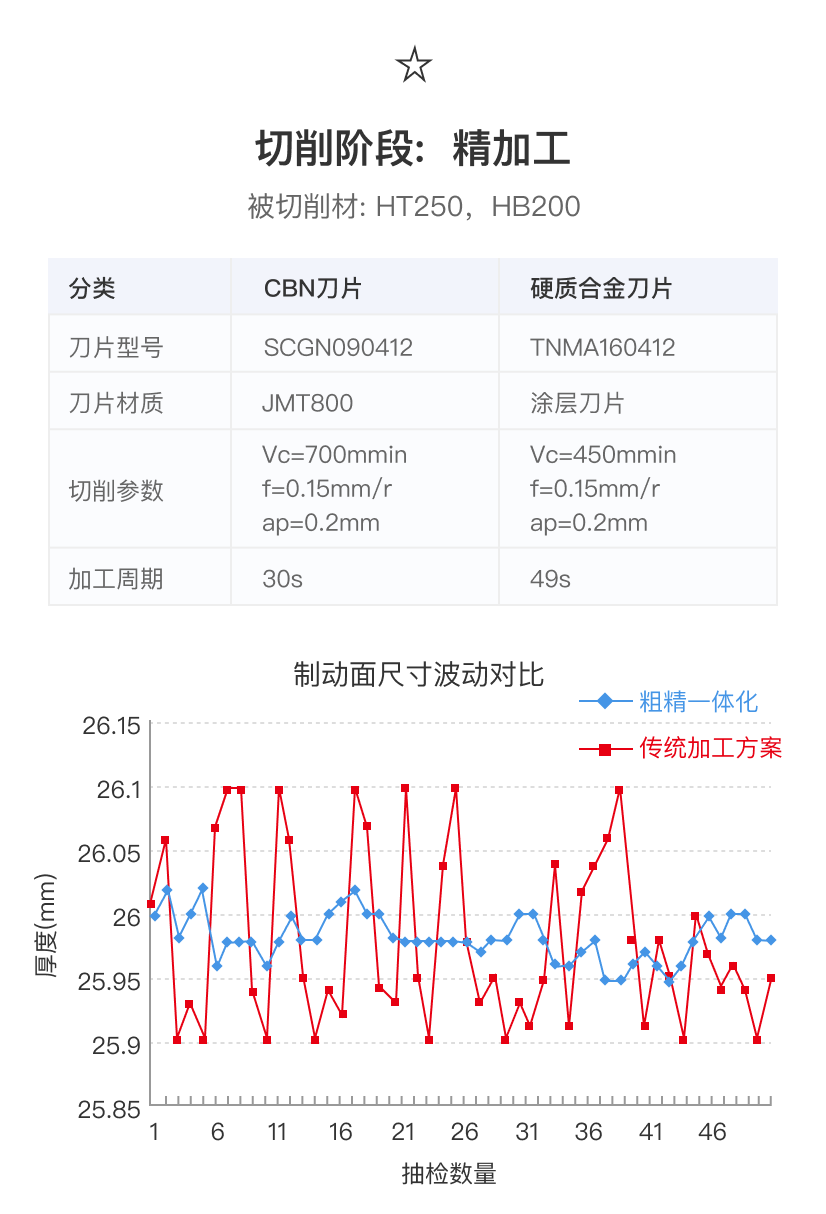
适合粗、精加工更大切深、更高切削速度,带来更高效率; 制动盘尺寸波动更小。

模具钢(如H13、P20)
工具钢(如SKD11、D2)
轴承钢(如GCr15)
模具钢(如H13、P20)
工具钢(如SKD11、D2)
轴承钢(如GCr15)
CBN刀片在高温下仍保持高硬度,避免传统刀具因高温软化导致的快速磨损。
可实现高速切削,表面粗糙度可达Ra0.4μm以下,替代磨削工序。

冷硬铸铁(如轧辊用铸铁)
球墨铸铁(QT600、QT700)
高铬铸铁(耐磨铸铁)
冷硬铸铁(如轧辊用铸铁)
球墨铸铁(QT600、QT700)
高铬铸铁(耐磨铸铁)
高耐磨性,解决铸铁中硬质颗粒(如碳化物)对刀具的磨粒磨损问题。
延长刀具寿命,单刃寿命比硬质合金提升5-8倍。

镍基合金 (如Inconel 718、Hastelloy)
钛合金(如TC4、TA15)
钴基合金(如Stellite)
镍基合金 (如Inconel 718、Hastelloy)
钛合金(如TC4、TA15)
钴基合金(如Stellite)
高温下化学稳定性好,避免刀具与工件材料发生化学反应。
耐受800-1000°C高温,适合航空航天发动机零件加工。

烧结钢(如粉末冶金齿轮、轴承座圈)
金属陶瓷复合材料
烧结钢(如粉末冶金齿轮、轴承座圈)
金属陶瓷复合材料
耐磨性优异,应对材料中硬质颗粒(如碳化硅、氧化铝)的磨损。

表面硬化钢 (渗碳/渗氮处理的齿轮、轴类零件)
高速钢(如M2、M42,需精加工时)
表面硬化钢 (渗碳/渗氮处理的齿轮、轴类零件)
高速钢(如M2、M42,需精加工时)
表面硬化钢(渗碳/渗氮处理的齿轮、轴类零件)。
高速钢(如M2、M42,需精加工时)。
“用普通刀片加工HRC60材料,
半小时就崩刃!”
我们的CBN刀片抗冲击涂层,
耐受断续切削
“精加工后还要磨削,
效率太低!”

直接达到Ra0.4μm镜面效果,
省去磨削工序
“大型零件加工时间长,
刀具成本高! ”
CBN刀片高耐磨性,
单刃寿命提升6倍
“零件种类多,
刀具选型复杂! ”
提供定制化槽型设计,
满足不同加工需求
免费提供切削参数方案

200+常备型号,24小时发货
代金券试用样品(限企业认证用户)