
按工艺 按功能
梯形槽加工所需刀具
一、客户图纸信息
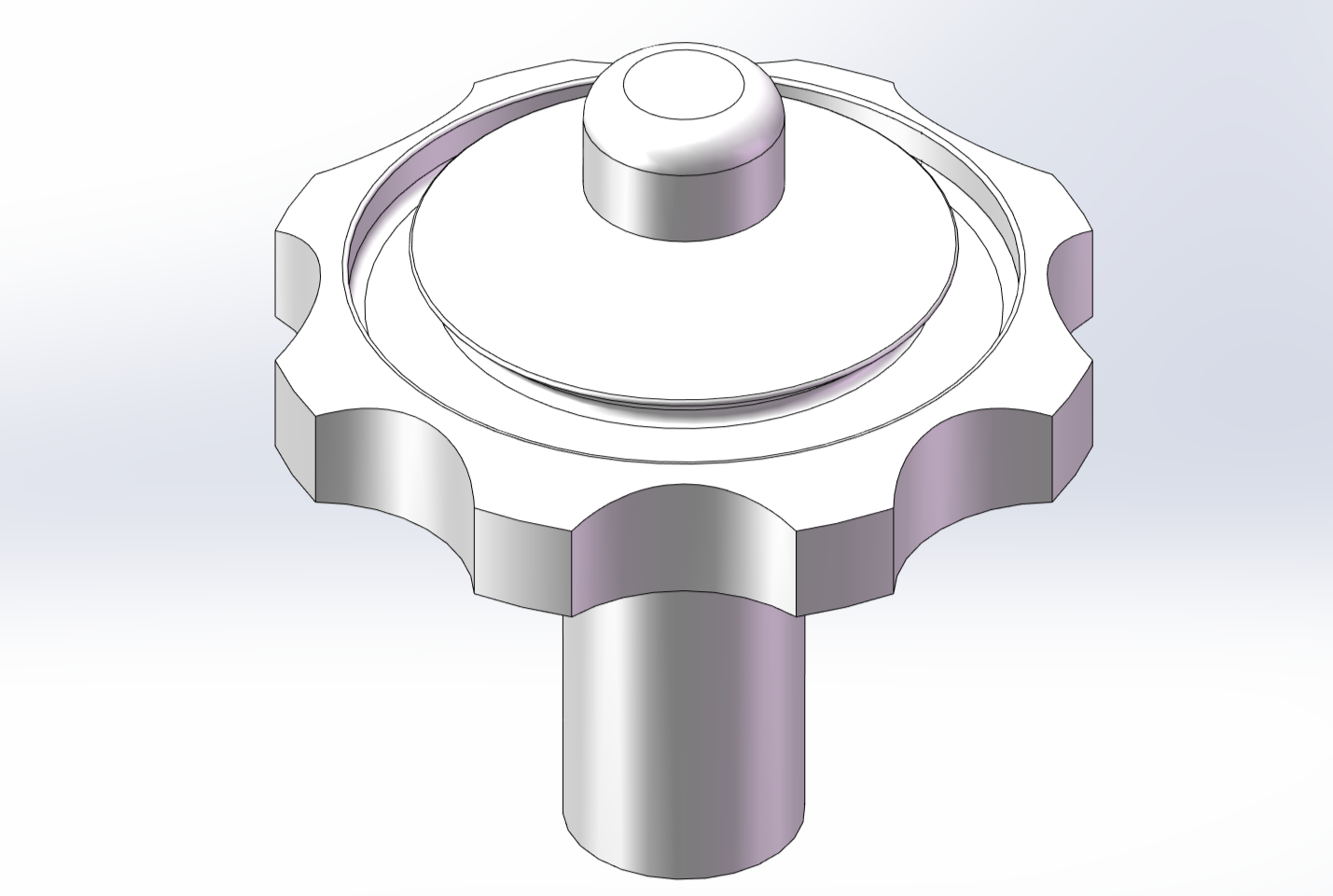
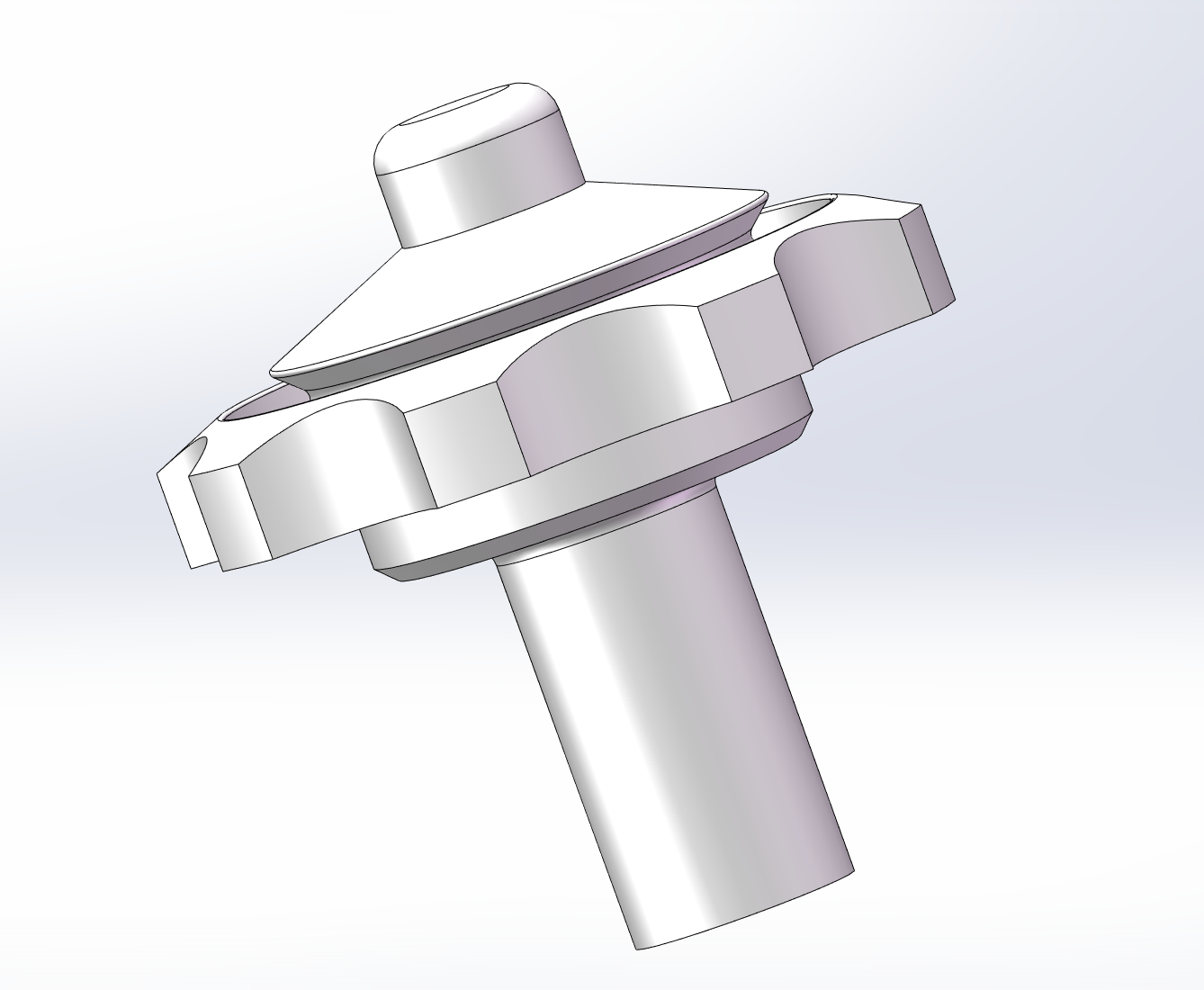
1、3D图纸
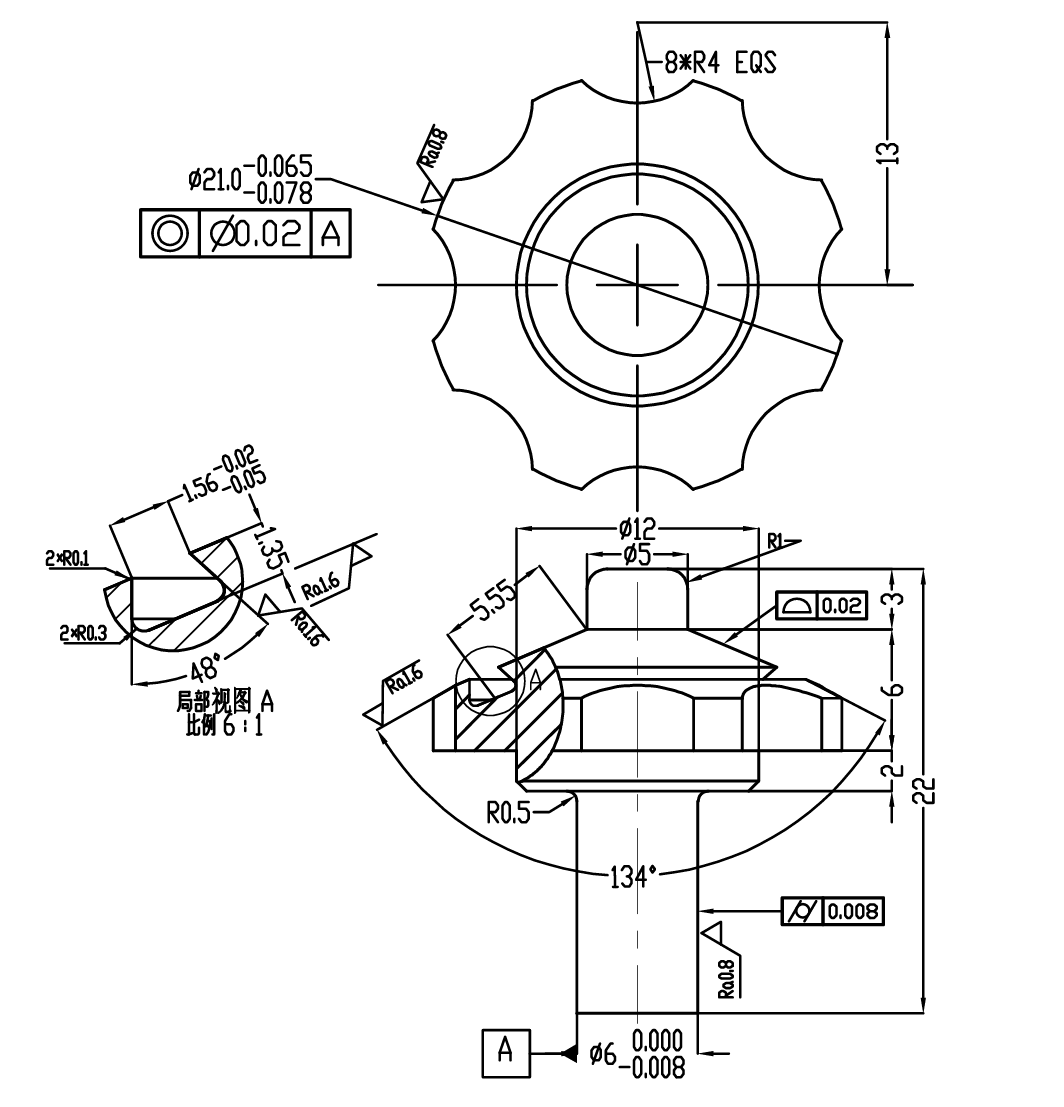
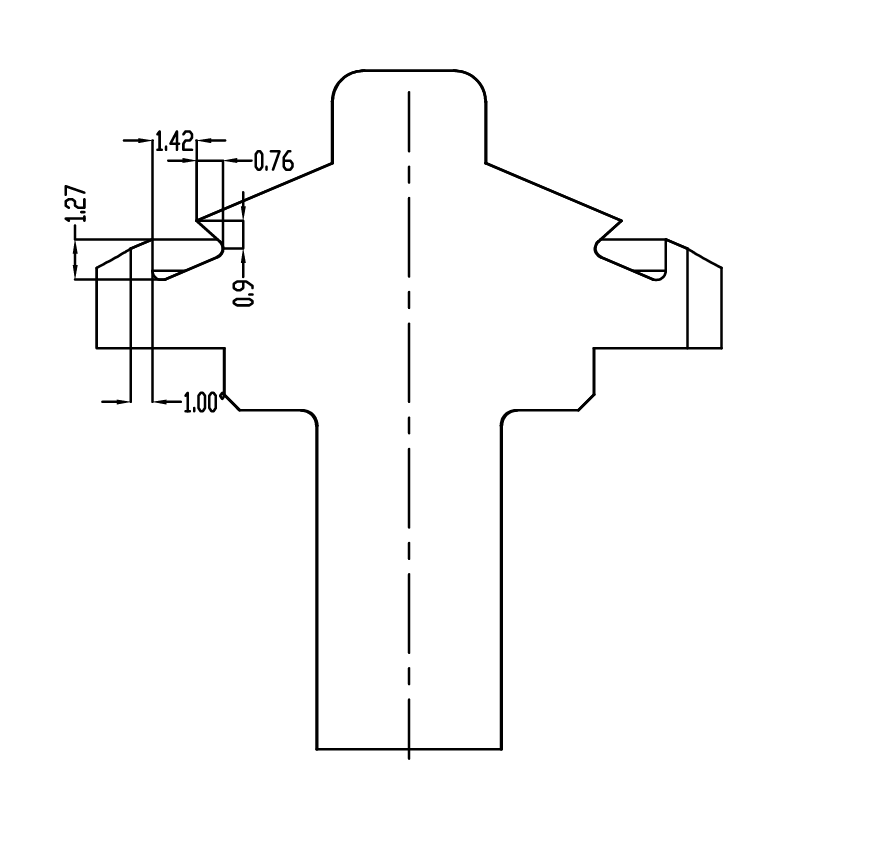
2、2D图纸
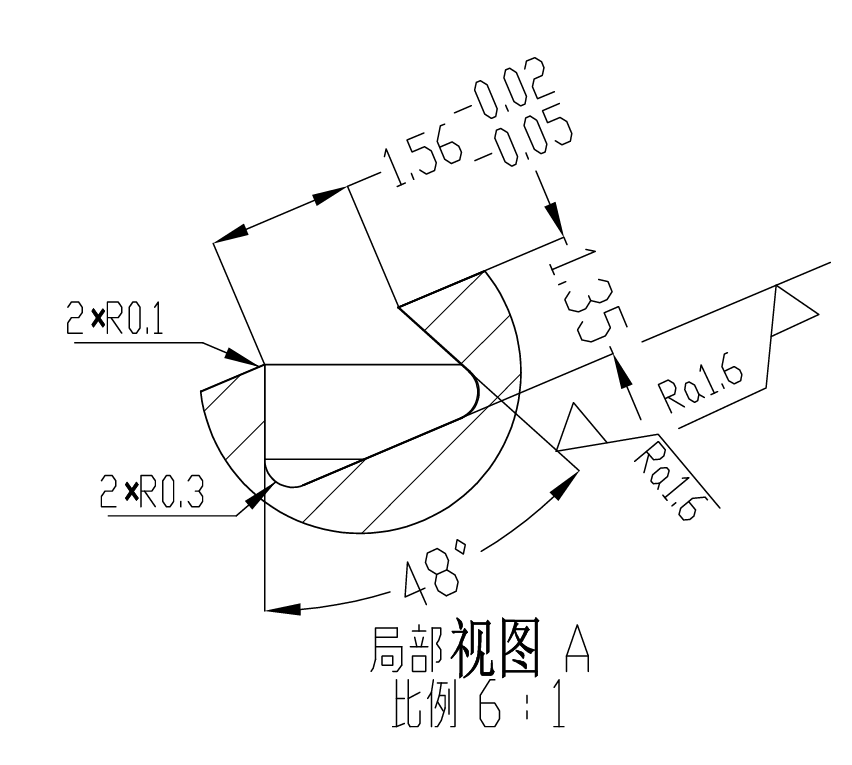
二、车刀设计客户需求
|
序号 |
需求类别 |
具体参数要求 |
|
1 |
加工特征适配 |
适配梯形槽两侧边切削,刃口轮廓与 134°斜面完全贴合 |
|
2 |
精度指标 |
尺寸公差≤±0.01mm,刃口直线度≤0.005mm |
|
3 |
寿命要求 |
单刀片加工工件数量≥500 件(针对 45钢) |
|
4 |
装夹兼容性 |
适配客户现有刀架接口,换刀时间≤2min |
|
5 |
成本控制 |
刀片单价≤整体式刀具的 50% |
三、车刀设计方案
(一)刀片设计(核心参数)
1.刃口轮廓
(1)采用 CAD 三维建模逆向还原槽边角度,通过线切割加工保证刃长匹配槽深(如 6mm),刃口倒圆 R0.2mm(防崩刃设计)。
(2)刃口研磨精度:Ra0.4μm,直线度 0.003mm/100mm(确保加工表面平面度)。
2.材料与涂层
(1)刀片基体:WC-Co 硬质合金(Co 含量 8%,适合中等强度材料切削)
(2)涂层:TiAlN 多层涂层(厚度 4μm,硬度 HV3200,摩擦系数 0.28)
(3)适用切削范围:线速度 80-120m/min(针对 45# 钢)
3.装夹结构
(1)定位方式:双圆柱销定位(φ6H7,定位公差 ±0.002mm)
(2)锁紧机构:楔块式快速锁紧(夹紧力≥500N,防松动)
(3)重复定位精度:≤0.005mm(保障换刀后尺寸一致性)
(二)刀体设计(适配参数)
(1) 接口标准:采用 VDI40 刀体接口,配合客户现有刀架(含定向键槽定位)
(2)刚性参数:刀体悬伸 2.5 倍直径处,静态变形量≤0.01mm/1000N
(3)材料:40Cr 调质处理(硬度 28-32HRC),表面发黑防锈
四、量化说明
|
价值维度 |
具体数据对比 |
|
精度保障 |
试切 30 件工件,尺寸合格率 100%,表面粗糙度实测 Ra1.2-1.6μm |
|
成本优化 |
单刀片成本 65 元(整体式刀具 150 元),刀体可重复使用≥50 次 |
|
效率提升 |
换刀时间从传统刀具的 15min 缩短至 90s,有效加工时间提升 12% |
|
寿命表现 |
对比标准刀片,加工 45# 钢时寿命提升 40%(从 350 件 / 片增至 490 件 / 片) |
五、案例总结
本方案针对梯形槽双侧斜面加工,通过定制化刃口轮廓 + 模块化装夹设计,实现三个核心目标:
1.刃口角度与工件特征完全匹配,解决非标斜面加工尺寸超差问题;
2.可更换刀片设计降低 50% 以上刀具采购成本,适合小批量多品种生产;
3.标准化刀体接口无需改造客户设备,换刀效率提升 80%。